 vid
vid
Стр.1. Очистка сточных вод предприятий пищевой промышленности, характеристика загрязнений стоков, пригодность сточной воды для биологической очистки, сточные воды спиртовых и дрожжевых заводов, предприятий пивобезалкогольной и винодельческой промышленности
Стр.6. Интенсивные биогазовые технологии и их технологический потенциал.
Стр.7. Послеспиртовая мелассная барда и направления ее использования.
Сточные воды предприятий пищевой промышленности разнообразны как по компонентному составу, так и по концентрации, и представляют собой сложную физико-химическую систему, в которой наряду с растворенными веществами содержатся частицы различной степени дисперсности. Размер частиц в стоках промышленных предприятий колеблется в широких пределах (от 10 -9 до 10 -2 м).
Дисперсная фаза стоков промышленных предприятий пищевой отрасли определяется понятием
"взвешенные вещества", которые делятся на:
где рч и рс соответственно плотность частиц (дисперсной фазы) и сплошной среды (дисперсионной фазы).
Твердые взвешенные частицы сточных вод промышленных предприятий отделяют отстаиванием или фильтрованием в гравитационном или в центробежном поле, жидкие - отстаиванием в гравитационном и центробежном поле. Возможно выделение взвешенных частиц также флотированием.
Помимо взвешенных веществ, стоки предприятий подвергаемые очистке содержат значительное количество растворенных веществ, удаление которых возможно только химическим или биохимическим путем.
Скорость биологической очистки, т.е. разложения загрязняющего компонента, содержащегося в сточных водах предприятий зависит не только от природы компонета, но и от его дисперсности, поскольку микроорганизмы могут ассимилировать твердые субстраты только с поверхности частиц.
Для биологической очистки и разложения крупных частиц органического вещества в сточных водах требуется гораздо больше времени, чем времени пребывания очищаемой жидкости в реальном аппарате. В этом случае какая-то доля органических веществ стоков биологически не разлагается и эту долю принято считать биологически инертной. Для уменьшения этой доли достаточно подвергнуть частицы загрязнений измельчению до размеров 10 -6 — 10-7 м.
Помимо фазово-дисперсного состава стоков и общего содержания примесей важнейшей характеристикой является химическая природа и концентрация компонентов-загрязнителей. Подавляющее большинство сточных вод пищевых предприятий в качестве основных загрязнителей содержит органические вещества. Органические загрязнители стоков имеют, как правило, естественное происхождение, т.е. не являются продуктами искусственного органического синтеза, а образуются в результате жизнедеятельности микроорганизмов, высших животных и растений. В технологии пищевых производств действующим законодательством запрещено применение веществ, попадание которых в продукты недопустимо, поэтому сточные воды пищевых предприятий не содержат ксенобиотиков (веществ, чуждых жизни). В стоках предприятий пищевой отрасли отсутствуют или крайне ограничены тяжелые металлы, радионуклиды, пестициды и другие опасные вещества.
Содержание органических веществ в сточной воде обусловлено таким показателем, как окисляемость. В зависимости от загрязненности сточные воды содержат определенное количество веществ, способных взаимодействовать с сильными окислителями — перманганатами, бихроматами, пероксидами и т. д. Одна и та же сточная вода, будучи обработана различными окислителями, потребует различное эквивалентное количество кислорода из-за неодинаковой степени окисления загрязняющих веществ. Это зависит не только от окислителя, но и от условий выполнения анализа. Считается, что наиболее полное окисление присутствующих в воде загрязнений достигается бихроматами в кислой среде (серная кислота). Бихроматная окисляемость, называемая химическим потреблением кислорода ХПК, является одним из главных показателей загрязненности сточной воды. ХПК коррелирует с содержанием в сточной воде общего углерода. Для сточных вод предприятий по переработке животноводческой продукции связь между ХПК (в г О2/л) и общим углеродом С (в %) может быть оценена зависимостью
ХПК = 45,04С • 2,16. (1.1)
После аэробной биологической очистки сточной воды соотношение ХПК и С изменяется:
ХПК = 30,86С • 0,38. (1.2)
Для приблизительных расчетов можно принять, что отношение ХПК / С = 40 в не подвергавшихся очистке сточных водах промышленных предприятий.
Для характеристики природных и сточных вод, их
экологической оценки важнейшим показателем является биохимическое потребление кислорода БПК.
Существуют два основных метода определения БПК. Один из них заключается в учете интегрального потребления кислорода в течение 5 сут — БПК5,
другой — в течение времени, необходимого для образования нитритов в количестве
0,1 мг/л (БПКПОЛН). На практике чаще применяют метод определения БПК5,
реже — БПК3 или БПК7 (время инкубации пробы 3 суток и 7 суток
соответственно). Обычно полагают, что инкубация пробы в течение 20 суток позволяет определить полное биохимическое потребление кислорода, т. е. БПКПОЛН
= БПК20.
Отношение БПКПОЛН / БПК5
составляет приблизительно 1,5—1,8. Для приблизительных расчетов принято, что ХПК
= 1,43 БПКПОЛН.
Для сточных вод молочных и сыроваренных заводов
установлена зависимость
ХПК = (1,19 — 1,25) БПКПОЛН .
Для нефильтрованной пробы сточных вод молочных заводов
ХПК = 1,5 БПК7
+ 0,14
для фильтрованной пробы сточных вод молочных заводов
ХПК = 1,47 БПК7.
— 0,05
Отношение БПКПОЛН / БПК7 составляет 1,1 —1,32.
Для производственных сточных вод сахарных заводов принимают, что БПКПОЛН = 1,6 БПК5.
Необходимо отметить, что показатель БПК в
значительной мере зависит от дисперсности органических примесей сточной воды.
Если размеры частиц органического вещества близки к размерам микроорганизмов или меньше, биохимическое окисление протекает довольно полно в течение 5 суток.
В противном случае требуется увеличение времени инкубации пробы и более достоверным показателем является БПКПОЛН. Полное биохимическое потребление кислорода определяют и в тех случаях, когда сточные воды содержат трудноокисляемые субстраты, требующие длительной адаптации микроорганизмов.
Поскольку сточные воды пищевых предприятий
содержат главным образом органические вещества естественного происхождения, в них обязательно присутствует азот. В практике анализа сточных вод азот
аминокислот, пептидов, белков и других естественных органических соединений
определяется как органический азот. Понятие "общий азот" обозначает содержание
азота всех степеней окисления в составе минеральных и органических соединений сточных вод.
В органических веществах естественного
происхождения азот находится главным образом в восстановленной форме.
Аминогруппы белковых веществ, аминокислот, мочевины легко отщепляются
соответствующими ферментами и превращаются в ион NH4+,
поэтому для сточных вод предприятий пищевой промышленности важным показателем
является содержание аммонийного азота. Для отдельных пищевых производств, где
технологией предусмотрено использование соединений окисленного азота
(нитритов, нитратов), необходим контроль стоков и по этим показателям.
При глубоком биологическом окислении
органических веществ восстановленный азот переходит в окисленные формы и
появляется необходимость контролировать содержать нитритов и нитратов в
очищенных водах. Наличие азота в сточных водах играет исключительно важную роль
для искусственной биологической очистки, поскольку он наряду с углеродом
относится к так называемым биогенным элементам.
К биогенным элементам относится также фосфор,
поскольку он необходим для роста и нормальной жизнедеятельности
микроорганизмов. Соединения фосфора в сточных водах предприятий пищевой
промышленности содержатся, как правило, в гораздо меньших концентрациях, чем
соединения азота. Фосфор входит в состав макроэргических соединений клеток,
фосфолипидов, фосфопротеидов. При переработке растительного и животного сырья
органические соединения фосфора попадают в сточные воды предприятий. Компонентами
фосфорных загрязнений являются также полифосфаты, входящие в состав моющих
средств. Последние гидролизуются до ортофосфатов, дающих с ионами большинства
металлов металлорастворимые соли. Вместе с органическими фосфорсодержащими
соединениями они образуют в сточной воде дисперсную фазу.
Взвешенные вещества в стоках - это осадки, остающиеся на
фильтре после фильтрования определенного объема сточной воды. Обычно применяют
бумажные фильтры "белая лента", которые затем высушивают и взвешивают. Понятие "растворенные вещества" относится к веществам, остающимся в фильтрате. Для определения содержания - растворенных веществ определенный объем фильтрата
высушивают и взвешивают сухой остаток.
В настоящее время разработаны инструментальные
методы, контроля концентрации и распределения по размерам взвешенных веществ независимо от вида дисперсной фазы. Фотометрический счетный анализатор гранулометрического состава примесей в жидких средах типа ФС-112 разработан
НПО "Аналитприбор". Фирма
Coultronics (Франция) выпускает приборы
типа "Автосорб 2100", способные автоматически анализировать полидисперсные
вещества, определяя их удельную поверхность, пористость и некоторые другие
физико-химические характеристики. Анализ взвешенных веществ сточной воды,
выполненный на этой аппаратуре, показал, что для частиц размерами 0,25—1 мм
удельная поверхность составляет около 0,58 м2/г., а для более 1
мм — 0,04 м2/г.
Для характеристики общей загрязненности стоков
применяется показатель - общее содержание примесей - который определяется как
сумма растворенных и взвешенных веществ, получаемая путем высушивания до
постоянной массы пробы сточной жидкости. Наличие в сточной воде минеральных
примесей определяется как - зола - или - остаток после прокаливания - , который
остается от высушенной пробы сточной воды после сжигания и прокаливания при
температуре 600 °С до постоянной массы.
"Потери при прокаливании" обычно относят за счет
сгоревших органических веществ сточной воды.
Бихроматную окисляемость стоков рекомендуется
определять при концентрации загрязнений свыше 100 мг О2/л ХПК. Для
сточных вод с меньшим содержанием окисляемых веществ применяется перманганатный метод
Кубеля, основанный на использовании в качестве окислителя перманганата калия в
кислой среде. Мешающими выполнению анализов для определения ХПК являются хлориды концентрацией 500 мг/л. Для определения перманганатной окисляемости мешающее
влияние оказывают сероводород ионы NO2-,Cl-,
Fе2+.
При проведении анализа одной и той же пробы на
окисляемость бихроматным и перманганатным методами результаты второго обычно
оказываются ниже. Отношение значений бихроматного и перманганатного методов
равно приблизительно 1,2 : 1. Бихроматный метод ХПК в настоящее время получил
большее, распространение в связи с разработкой ускоренных способов определения.
На результаты анализа ХПК, не оказывает влияния степень дисперсности органических загрязнений.
Определение общего углерода в сточных водах традиционными методами весьма трудоемко, поэтому практически гораздо чаще
применяются методы определения окисляемости. При использовании современных
инструментальных методов анализа определение общего углерода и стоках может быть
значительно ускорено. Специально для анализа сточных вод на содержание
органического углерода разработаны приборы У-101 и У-111. Для аналогичных
определений успешно применяется Экспресс-анализатор АН-7529, позволяющий
определять содержание углерода в стоках быстрее и с большей точностью. Прибор АН-7529
рассчитан на работу с использованием технического кислорода и специальной
высокотемпературной печи, что для анализа органических соединений не является
необходимым. С целью упрощения эксплуатации прибора можно применять в качестве
питающего газа воздух, очищенный от примесей аммиака. Для обеспечения полного
сжигания углерода и дожигания оксида углерода использовалась трубка, снабженная
фильтрами из асбестовой ткани и катализатором (гранулированным оксидом меди).
Трубка помещалась в печь СУОЛ 04.4/12-М2-У42. Сжигание навески производилось при
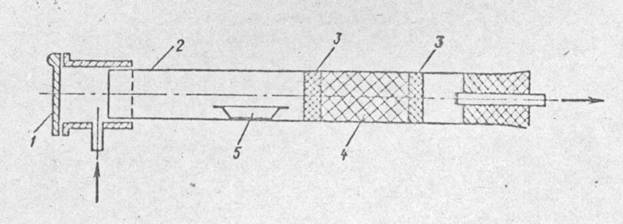
температуре 950 °С. На рис. 1.1 приведена схема расположения фильтров и
катализатора в трубке для сжигания, снабженной затвором из комплекта
анализатора. Трубка длиной 850 мм изготовлена из кварцевого стекла. При сжигании
навески в фарфоровой либо кварцевой лодочке, помещенной в трубку, сгорание может
происходить не полностью.
Рис. 1.1. Трубка для сжигания пробы:
1 - затвор; 2 - кварцевая трубка; 3 -
асбестовый фильтр; 4 - гранулированный оксид меди; 5 -
лодочка для навески пробы
В результате образуется оксид углерода, который,
двигаясь через слой нагретого катализатора, окисляется до диоксида, а оксид
меди восстанавливается. На асбестовом фильтре задерживаются несгоревшие частицы
сажи и происходит их дожигание. В период после окончания горения до ввода новой
пробы оксид меди вновь окисляется.
На рис. 1.2 показана схема газового тракта
прибора. Воздух от компрессора поступает через редуктор в поглотитель аммиака,
заполненный раствором ортофосфорной кислоты, затем попадает в блок
газоподготовки прибора, где очищается от диоксида углерода. Далее воздух
поступает в трубку для сжигания, через фильтр и поглотитель серы подается в
измерительную ячейку анализатора.
Рис. 1.2. Схема илового тракта углеродомера:
/ - компрессор; 2 — редуктор; 3 —
поглотитель аммиака; 4 — поглотитель диоксида углерода; 5 - трубка для
сжигания пробы; 6 - фильтр; 7 - поглотитель диоксида серы; 8
-датчик количостиа диоксида углерода
Рассчитанное значение сходимости результатов
анализов составило 0,0236% С. Допустимое максимальное значение сходимости 0,2008
%С.
Таким образом, значение сходимости показаний
прибора при определении углерода в органическом веществе на порядок ниже
максимально допустимого. Для определения содержания углерода в жидких материалах
берут навеску жидкости в кварцевой лодочке, а затем высушивают при температуре
105°С. Лодочку с высушенной навеской помещают в трубку для сжигания и выполняют
анализ, предварительно установив значение навески жидкости на регистрирующем
блоке, прибора.
Метод позволяет выполнять анализы вод на
карбонаты, для чего определяют содержание углерода сначала в жидкости с рН 7,
затем в подкисленной до рН 4 (ортофосфорная кислота). Из первого результата
определения вычитают значение второго результата и пол
процентное содержание углерода карбонатов в жидкости.
Фосфор определяют по двум основным показателям — "Общий фосфор" и "растворимые фосфаты". Для контроля биологической очистки
сточных вод пищевых предприятий в подавляющем большинстве случаев достаточно
определять содержание общего фосфора.
Для облегчения выполнения анализов сточной воды
по БПК разработаны автоматические и полуавтоматические устройства.
Для сточных вод предприятий пищевой
промышленности характерно наличие таких загрязнений, которые представляют собой
полноценные, легко усвояемые микроорганизмами источники питания
и энергии.
Распространено мнение, что для биологической
очистки подходит вода при соотношении БПКПОЛН
/ХПК >= 0,75. При таком соотношении показателей загрязненности
достигается наиболее полная очистка биологическими методами. Этот показатель,
однако, весьма приближенно характеризует качество сточных вод как питательной
среды для микроорганизмов по следующим причинам. Во-первых, значение БПК зависит
от степени дисперсности органических загрязнений. Во-вторых, БПК учитывает
разложение субстрата в аэробных условиях, а понятие биологическая очистка
подразумевает применение и анаэробных микробиологических процессов.
Следовательно, помимо отношения БПКПОЛН/ХПК при решении вопроса о
применении технологии искусственной биологической очистки стоков исходят и из значений
других показателей, определяющих сточную воду как питательный субстрат для сообществ
микроорганизмов.
Эффективность очистки стоков определяется достаточным
поступлением в биохимический реактор (аэротенк, метантенк) необходимых для
микроорганизмов биогенных элементов (углерода, азота, фосфора) в усвояемой
форме. Установлено, что наиболее приемлемое соотношение компонентов субстрата
следующее: БПКПОЛН :
N
: Р= 100 : 5 :
I,
Кроме основных биогенных элементов, для
нормального роста микроорганизмов в очистных сооружениях необходимы и другие элементы, обычно
присутствующие в сточных водах в достаточном количестве.
Предельное содержание солей в сточной воде, поступающей
в биохимический реактор на очистку, не должно превышать 10 г/л. При более
высоком солесодержании следует использовать специальные материалы
биологической очистки с применением галофильных микроорганизмов. Предельная
концентрация некоторых органических веществ (в мг/л), тормозящих биохимические
процессы, приведена ниже.
Ацетальдегид 750
Ацетон 750
Бензойная кислота 100
Гидрохинон 15
Глицерин 500
Нефтепродукты 50
Фенол 120
Формальдегид 1000
Определяющим фактором высокой эффективности
любого процесса ферментации, в том числе биологической очистки стоков промышленных предприятий, осуществляемой
с целью максимального истощения субстрата, является состав питательной среды.
Существующие биологические методы очистки бактериальным активным илом (аэробный
и анаэробный), а также очистку культивированием микроводорослей следует
применять в оптимальной последовательности и сочетании для каждого вида сточных
вод. Однако нет четких критериев, позволяющих определить наилучшие сочетания
указанных методов обработки с целью наиболее полкой и быстрой очистки.
Учитывая увеличение объемов сброса
концентрированных сточных вод и разнообразие их состава, рекомендуется
дополнительный способ оценки пригодности воды для биологической очистки.
Биомасса активного ила имеет более или менее
постоянное соотношение концентраций углерода и азота. Потребление этих элементов
из субстрата происходит по-разному. Азот расходуется главным образом на
конструктивные цели, довольно значительная же часть углерода используется на
энергетические нужды клеток и эвакуируется из среды в виде диоксида углерода или
переходит в карбонаты.
Расход компонента субстрата связан с удельной
скоростью роста культуры следующей зависимостью:
Используя уравнение (1.3), можно представить
отношение потребленных компонентов субстрата следующим образом:
Таблица 1.1. Значение констант для различных биоценозов
Биоценоз
С
N
уEGC
тС,ч-1
уEGN
Аэробный
2,0
0,003
8,3
Анаэробный
0,2
0,005
0,8
Микроводоросли
0
0
12,5
Удельная скорость роста является показателем,
характеризующим продукцию биомассы активного ила в блоке реактор—отстойник. Эта
величина есть функция времени пребывания жидкости в реакторе и степени
рециркуляции осадка из отстойника как при аэробной, так и при анаэробной
очистке стоков.
Зная соотношение С/N
субстрата и используя уравнение (1.5), можно найти такое значение ц, при
котором исчерпание элементов С и N будет наиболее полным. На рис. 1.3 уравнение
(1.4) представлено графически, здесь же указаны области значений субстрата, при
которых целесообразно использовать тот или иной биоценоз. При расчетах значения
тNприняты равными нулю. Практически
некоторая потеря азота имеется главным образом с покидающими биохимический
реактор газами. Значения т и уEG
взяты из таблицы. Субстраты с большим
относительным содержанием азота (С/N
> 4) можно использовать для культивирования микроводорослей. В этой области
однозначной зависимости µ(С/N)
нет. Если сточная жидкость имеет соотношение С/М более 4, то график позволяет
оценить значение µ, которое необходимо поддерживать в реакторе для
наиболее полного исчерпания углерода и азота из субстрата. Каждая точка на
кривых 1 и 2 соответствует конкретному значению µ, при котором
углерод и азот будут потребляться биоценозом в определенном соотношении. Зная С/N
исходной сточной воды, можно выбрать соответствующую удельную скорость роста
биоценоза, определить объем реактора и степень рециркуляции биомассы для
наиболее полной очистки.
Рис. 1.3. Зависимость удельной скорости роста
микроорганизмов µ от соотношения углерода и азота в субстрате при
аэробном (1) и анаэробном (2) культивировании
Примененный подход также позволяет оценить
соотношение C/N после очистки для выбора биоценоза
последующей ступени, если исчерпание углерода из азота по каким-либо причинам
произошло неполностью и требуется дальнейшая очистка. Снижение содержания
углерода в субстрате ΔS может быть рассчитано по методике,
изложенной в разделе 4. Соответствующее снижение содержания азота находится из
уравнения (1.4). Соотношение углерода и азота на выходе из ступени очистки
С/N = (So C - Δ
Методы анализа сточных вод
Пригодность сточной воды для биологической очистки

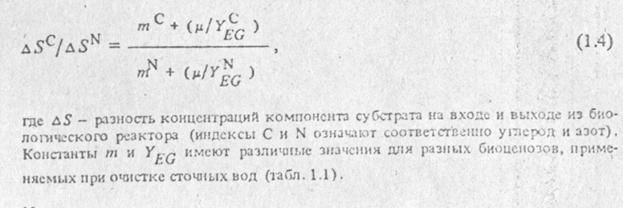
где ΔSo C, So N - концентрация углерода и азота в сточной воде, поступающей на очистку.
Приведенный метод оценки соотношения элементов в очищенной жидкости и необходимой удельной скорости роста для различных биоценозов и субстратов можно использовать при разработке технологических схем и технико-экономического обоснования выбранного решении. Несомненно, наряду с предложенным критерием следует учитывать и многие другие — концентрацию субстрата, возможность утилизации образующихся при очистке сточных вод продуктов и т. д.
Как правило, в сточных водах предприятий пищевой промышленности нет дефицита фосфора, поэтому при оценке пригодности воды для биологической очистки достаточно ограничиться соотношением углерода (БПК, ХПК) и азота.
Важное значение для функционирования очистных систем имеет рН поступающей на очистку воды. Обычно считается, что диапазон рН при биологической очистке составляет 6,5-8,5. Тем не менее системы биологической очистки могут нормально функционировать и при более высоких или низких значениях рН поступающей воды. В самом биохимическом реакторе складывающийся при конкретных технологических параметрах биоценоз способен в определенных пределах изменять рН культуральной жидкости и сам перестраивается для существования при установившемся рН. Если биоценоз достаточно адаптирован к данной сточной воде, то биологическая очистка протекает нормально и при неоптимальных для большинства известных микроорганизмов значениях рН поступающей жидкости. Как правило, рН поступающей на очистку жидкости отличается от значений, устанавливающихся в непрерывнодействующем реакторе. Крайне неблагоприятным в таких условиях воздействием на процесс является резкое колебание рН подаваемых в реактор сточных вод. Для нормальной очистки не так важно значение рН очищаемой воды, как стабильность этого показателя.
Спиртовые заводы, так же как и свеклосахарные, являются мощными источниками загрязненных вод. Сточные воды мелассно-спиртовых заводов делятся на четыре категории. К первой категории относятся воды после теплообменников, ко второй категории – сточные воды от химводоочистки и продувки паровых котлов, к третьей – лютерная вода и конденсаты вторичного пара от упаривания барды, к четвертой – воды от промывки фильтр-прессов дрожжевых цехов, моечные воды и хозяйственно-бытовые стоки. На различных предприятиях состав и количество сточных вод существенно различаются.
Таблица 1.3. Характеристика сточных вод мелассно-спиртовых заводов
|
Показатели
|
Категория сточных вод
|
Барда первичная
|
Барда вторичная (после- дрожжевая) |
|||
|
первая
|
вторая
|
третья
|
четвертая
|
|||
|
Температура, С
|
30-60
|
20-100
|
80-100
|
20-90
|
95-98
|
25-30
|
|
Запах, баллы
|
0-3
|
3-5
|
4-7
|
3-64
|
5,0
|
5,0
|
|
РН
|
7,0-8,0
|
8-12
|
4,4-6,4
|
5,5-6,2
|
5,0-5,5
|
4,5-5,0
|
|
Прозрачность, см
|
12-30
|
10-25
|
15-25
|
0-2
|
0
|
0
|
|
Сухой остаток, г/л
|
0,35-0
|
13-20
|
0,3-0,6
|
0,45-10,0
|
70-85
|
50-65
|
|
ХПК, мг О2/л
|
5-40
|
10-40
|
60-350
|
1000-4000
|
49000-66900
|
20000-48000
|
|
БПКПОЛН, мг О2/л
|
5-12
|
5-80
|
180-300
|
950-4500
|
44000-59000
|
18000-4:000
|
|
БПК5, мг О2/л
|
2-10
|
2-40
|
100-2500
|
600-3700
|
29000-48000
|
15500-29900
|
|
Азот общий, мг/л
|
-
|
-
|
-
|
-
|
2500-3860
|
940-2500
|
|
Летучие кислоты, мг/л
|
-
|
-
|
-
|
-
|
2300-3900
|
300-720
|
В табл. 1.4.определены физико-химические показатели сточных вод первичной и вторичной (последрожжевой) барды мелассно-спиртовых заводов.
Стоки первой и второй категорий называются условно-чистыми и сбрасываются в водоемы после предварительного охлаждения и насыщения кислородом. Стоки третьей и четвертой категорий подлежат обезвреживанию методами искусственной биологической очистки.
Особый интерес в качестве объекта очистки и утилизации представляет первичная и вторичная барда мелассно-спиртовых заводов.
В первичной (послеспиртовой) барде соотношение ХПК : N изменяется от 85 : 5 до 100 : 5 (С : N = 4,25-5,0), а для вторичной (последрожжевой) — от 96 : 5 до 105 :5 (С : N = 4,8-5,25). Соотношение элементов благоприятно для применения метода аэробной очистки барды, однако чрезвычайно высокое общее содержание органических веществ затрудняет реализацию традиционной технологии.
Приведенный в табл. 1.3 состав первичной барды спиртовых заводов, перерабатывающих свеклосахарную мелассу, близок к составу барды, образующейся на зарубежных спиртовых заводах, перерабатывающих тростниковую мелассу.
В упаренном виде такую барду используют в кормовых целях. На отечественных мелассно-спиртовых заводах, имеющих цехи упаривания барды или переработки ее в витамин В12 проблема очистки стоков стоит не так остро.
Объемы сброса стоков по категориям от различных цехов мелассно-спиртового завода приведены в табл. 1.4.
Таблица 1.4. Количество сбрасываемых сточных вод на мелассно-спиртовых заводах, м3/1000 дал спирта
|
Источник сброса
|
Категория сточной воды
|
|||
|
первая
|
вторая |
третья |
четвертая
|
|
|
Спиртовой цех |
588
|
- |
35 |
4,5 |
|
Цех дрожжей хлебопекарных |
75
|
- |
- |
27,7 |
|
Цех дрожжей сухих кормовых |
206
|
- |
- |
136,0 |
|
Цех жидкой углекислоты |
73
|
- |
- |
3,0 |
|
ТЭЦ |
72 |
16 |
- |
1,5 |
|
И т о г о
|
1014
|
16 |
35 |
172,7 |
Для очистки загрязненных стоков (в том числе барды) в спиртовой промышленности и до настоящего времени применяются поля фильтрации. Это приводит к заражению и загрязнению грунтовых вод, открытых водоемов и атмосферы, вынуждает отводить значительные площади под очистные сооружения.
С загрязненными водами теряется большое количество органических (растворимые углеводы, белки) и минеральных веществ (соли азота, фосфора, микроэлементы), которые могут рассматриваться как потенциальный сырьевой источник для микробиологического синтеза.
Сточные воды дрожжевых цехов спиртовых заводов близки к стокам специализированных дрожжевых заводов, выпускающих прессованные хлебопекарные дрожжи. Основными источниками образования высокозагрязненных вод является сброс из дрожжерастильпых аппаратов при нестерильных ферментациях, воды от мойки оборудования, помещений, промывки дрожжей и т. д. В табл. 1.5 приведены данные о расходах воды первой и четвертой категорий цеха хлебопекарных дрожжей мелассно-спиртового завода.
Таблица 1.5. Удельный расход воды по цеху хлебопекарных дрожжей, м3/1000 дал спирта
|
Источник сброса
|
Категория сточной воды
|
|
|
первая
|
четвертая
|
|
|
Промывка дрожжей |
- |
16 |
|
Мойка
|
- |
|
|
сепараторов
|
- |
1,0 |
|
оборудования
|
- |
2,0 |
|
полов
|
- |
0,5 |
|
салфеток фильтров |
- |
1,5 |
|
Фильтрование дрожжей |
- |
5,2 |
|
Охлаждение оборудования |
72 |
- |
|
Бытовые помещения
|
- |
1,5 |
Сточные воды специализированных дрожжевых заводов образуются за счет культуральной жидкости в результате сепарации дрожжей, мойки технологического оборудования и сброса из дрожжерастильных аппаратов. Доля хозяйственно-бытовых сточных вод в общем количестве загрязнений, сбрасываемых дрожжевыми заводами, невелика. Условно-чистые воды от охлаждения сусла составляют около половины общего стока. На большинстве заводов условно-чистые воды используются повторно.
Таблица 1.6. Средние показатели загрязненных сточных вод от сепарации дрожжей
|
Показатель |
Сепарация
|
Общий сток после сепарации |
||
|
I |
II |
III |
||
|
рН
|
4,6-5,5
|
6,4-6,8
|
6,5-6,7 |
6,4-б,7
|
|
ХПК, г О2/л
|
4,0-9,0 |
1,0-3,5
|
1,8-2,5 |
1,8-2.3
|
|
БПК5, г О2 /л |
2,4
|
2,2
|
0,6-1,0 |
1,6 |
Загрязненные сточные воды на 70% образуются за счет культуральной жидкости после сепарации дрожжей, остальное количество — от других технологических операций. Средние показатели грязных вод, образующихся при сепарации дрожжей, приведены в таблице 1.6.
Как субстрат для искусственной биологической счистки наибольший интерес представляет собой общий сток дрожжевых стоков, поскольку отдельно очищать загрязненные воды от различных технологических процессов нецелесообразно. Общий сток загрязненных вод заводов (цехов) хлебопекарных дрожжей характеризуется следующими показателями:
|
Удельный расход сточных вод, м3 на 1 т прессованных дрожжей
|
42-121 |
|
рН
|
4,0-7,2 |
|
ХПК , г О2/л
|
67-2,3 |
|
БПК5 , г О2/л
|
0,51-1,7 |
|
Азот общий, мг/л |
40-254
|
|
Фосфор общий, мг/л |
До 100
|
|
Взвешенные вещества, мг/л
|
227-765 |
|
Р2О5 , мг/л
|
35-87 |
|
Зола, мг/л |
64-90
|
Применение унифицированных методов анализа сточных вод дрожжевых заводов не всегда даст надежные результаты. Например, при контроле сточных вод Ленинградского дрожжевого завода бьли получены значения БПК5, превышающие ХПК. Существует предположение, что продукты метаболизма дрожжей влияют на результаты определения БПК. Учитывая это, следует тщательно перепроверять результаты техно-химконтроля сбрасываемых дрожжевыми заводами вод.
Сточные воды спиртовых заводов, перерабатывающих зернокартофельное сырье, делятся на три категории. К первой категории относятся воды от теплообменников, ко второй — транспортно-моечные, к третьей - воды после замачивания зерна, дезинфекции и гидроподачи солода, мойки технологического оборудования, помещений, лютсрная вола, хозяйственно-бытовые стоки. Стоки второй и третьей категорий имеют показатели, приведенные в табл. 1.7.
Загрязненность сточных вод спиртовых заводов, перерабатывающих зернокартофельное сырье, сравнительно ниже, чем мелассно-спиртовых. Суммарное БПК3 стоков не превышает 700 мг О2/л. Они вполне пригодны для искусственной биологической очистки, поскольку не содержат ксенобиотиков, имеют все необходимые биогенные элементы. Зернокартофельная барда используется на корм скоту и не рассматривается как сточая вода.
Количество транспортерно-моечной воды, относящейся ко второй категории, зависит от степени загрязненности и качества сырья - картофеля. В практике работы заводов расход воды на 1000 дал спирта изменяется от 550 до 700 м3.
Таблица 1.7. Характеристика второй и третьей категорий сточных вод спиртовых заводов, перерабатывающих зернокартофельное сырье
|
Стоки
|
Температура, С
|
рН
|
Взвешенные вещества, мг/л
|
БПК5 , мг О2/л
|
БПКПОЛН., мг О2/л
|
ХПК, мг О2/л
|
|
Транспортно-моечные
|
10
|
9,0
|
1200
|
700
|
1000
|
1750
|
|
После замачивания и гидротранспорта зерна |
25 |
6,1 |
610 |
620 |
1100 |
1500 |
|
От промывки и дезинфекции солода |
18
|
6,1
|
680
|
312
|
1214
|
3500 |
|
От гидротранспорта сырью солода
|
18
|
6,1
|
2350
|
523
|
1300
|
3400
|
|
От мойки и дезинфекции оборудования цеха разваривания
|
80
|
5,8
|
560
|
950
|
1850
|
1740
|
|
От мойки бродильных аппаратов
|
20
|
7,3
|
410
|
600
|
870
|
1000
|
|
Лютерная вода
|
98
|
4,8-8,5
|
60
|
300
|
400
|
460
|
|
Хозяйственно-бытовые
|
25
|
6.5
|
40
|
260
|
300
|
350
|
|
Суммарный сток
|
-
|
7,6-7,8
|
300-400
|
250-680
|
-
|
340-850
|
На спиртовых заводах, перерабатывающих картофель, средний расход сточной воды третьей категории составлял 233,4 м3 на 1000 дал спирта. При переработке зерна количество сточной воды меньше (160—180 м3 на 1000 дал спирта).
Зернокартофельные спиртовые заводы, несмотря на полную утилизацию барды на кормовые цели в жидком виде, также являются серьезным источником органических загрязнений. На каждые 1000 дал спирта со сточными водами сбрасывается 140 кг органического вещества по БПК5.
Несмотря на сокращение производства спирта в нашей стране, проблема очистки сточных вод и утилизации отходов спиртовых заводов остается.
В пивоваренной промышленности и при производстве безалкогольных напитков вода используется как компонент готовой продукции, расходуется на мойку оборудования и бутылок, замачивание зерна, гидротранспорт сырья, удаление дробины, а также в качестве теплоносителя. Незагрязненные воды после теплообменников из холодильно-компрессорного отделения используются, как правило, повторно после охлаждения в градирнях.
Загрязненные воды после мойки оборудования, других технологических операций, а также бытовые стоки собираются отдельно от незагрязненных и отводятся в канализацию. Основные показатели сточных вод приведены в табл. 1.8.
1.8. Характеристика сточных вод пивоваренных заводов
|
Показатели
|
Данные Каренина и Репина |
Данные Favali с соавторами |
|
БПК, мг/л |
2170 |
1250 |
|
ХПК, мг/л
|
- |
2000 |
|
БПК 5 / ХПК
|
- |
0,6 – 0,7 |
|
рН
|
6,9 |
7,2-7,8
|
|
Азот, мг/л
|
|
|
|
общий |
29
|
- |
|
органический |
27,6
|
- |
|
Фосфор, мг/л
|
|
|
|
общий
|
7,0 |
- |
|
растворимый |
2,9 |
- |
|
Взвешенные вещества, мг/л
|
- |
2650 |
На отечественных пивоваренных заводах количество сточных вод составляет 7-8 м3 на 100 дал пива, за рубежом при расчетах исходят из объема 6-9 м3 на 100 дал. Производство 1 дал пива сопровождается сбросом со сточными водами около 80 г БПК5
Принято, что на мойку бродильных и отстойных аппаратов, дрожжанок и т. п. расходуется воды до 25 % объема моющегося оборудования. На мойку бутылок и бочек требуется 2-3 л воды на I л вместимости бутылок и 1 л/л вместимости бочек.
Загрязняющими компонентами сточных вод обычно являются остатки готовой продукции, дрожжей, дробины, солодовые ростки, частицы хмеля. Наибольшую загрязненность имеют стоки от замачивания зерна, экстракции хмеля, мойки фильтромассы, отмывки дрожжей. Эти воды составляют около 27 % загрязненных вод и содержат 10-15 г/л взвешенных веществ и 5-10 г/л БПК5. Стоки дрожжевых отделений пивоваренных заводов в среднем имеют следующий состав: взвешенных веществ 500-2000 мг/л, БПК5 1200-3000 мг/л, азота 60—254 мг/л, фосфора 100 мг/л, калия 480 мг/л при рН 4-7,2.
Отношение БПК5 / N общего стока пивоваренных заводов приблизительно составляет 60-100, БПК5/ХПК ~ 0,6-0,7 - показатели, благоприятные для применения биологических методов очистки.
Заводы безалкогольных напитков выпускают квас, фруктовую и минеральную воду, другие прохладительные напитки концентрат квасного сусла. Сточные воды на этих заводах, как и на пивоваренных, образуются в основном от мойки бутылок, оборудования, помещении. От 1 литра напитков сбрасывается 2 ллитра производственных и 2 литра хозяйственно-бытовых стоков. Загрязненность по взвешенным веществам составляет 200 мг/л, БПК5 достигает 400 мг О2/л.
В бутылкомоечном отделении на 1 литр вместимости бутылок образуется до 10 литров загрязненной воды с БПК5 280-3100 мг 0:/л. Из-за преимущественного, содержания в общем стоке моечных под рН загрязненных сточных вод колеблется от 5 до 10.4.
Средняя загрязненность сбрасываемых в канализацию стоков характеризуется следующими показателями: взвешенные вещества 72-322 мг/л, рН 6-7, БПК5 208-696 мг О2/л. Стоки бедны азотом, фосфором и должны подвергаться аэробной очистке совместно с хозяйственно-бытовыми стоками.
Если заводы безалкогольных напитков и пивоваренные заводи расположены в городах, то стоки могут быть сброшены в городскую канализационную сеть при условии, что их количество не превысит 5 % общегородских сточных вод. Кислые стоки перед сбросом следует нейтрализовать.
К предприятиям винодельческой промышленности относятся заводы первичного и вторичного виноделия, шампанских вин, коньячного спирта, виноградного сока.
На заводах первичного виноделия, производящих виноматериал из плодового сырья, в сточные воды попадают частицы растительных тканей, сок, загрязнения от мойки оборудования, помещении, дрожжи.
Литература. Проектирование очистных сооружений канализации. Южно-уральский университет. Челябинск.
Ссылка. Аграриям Тюменского региона нужен биогаз.
 видео
видео