|
|
||||||
|
Дистилляция этилового спирта из бражки Общие сведения о брагоперегонных и дистиляционных аппаратах Ректификационные аппараты периодического действия Непрерывнодействующий дистилляционно - ректификационный аппарат для получения спирта. Гидродинамика насадочных колонн. Анализ работы бражных колонн Расчет дефлегматоров и холодильников брагоперегонных аппаратов Замена кожухотрубного дефлегматора на пластинчатый Руководство по проектированию и диагностированию теплообменников для конденсации Материальный баланс бражной колонны
Эпюрация и ректификация этилового спирта Моделирование процесса эпюрации этилового спирта Эпюрация и ректификация этилового спирта под вакуумом Тепловые схемы ректификационных установок под вакуумом Материальный и тепловой балансы эпюрационной (гидроселекционной) и ректификационной колонны Ректификационные и выпарные аппараты с использованием вторичного пара Оптимальное управление брагоректификационной установкой косвенного действия
|
АНАЛИЗ РАБОТЫ БРАЖНЫХ КОЛОНН
Назначение бражной колонны состоит в том, чтобы выделить из бражки спирт. Вместе со спиртом выделяются и летучие примеси. Бражка представляет собой сложный комплекс различных веществ: воды, этилового спирта, экстрактивных веществ, взвешенных частиц и целого ряда летучих примесей. Состав бражки изменяется в зависимости от вида исходного сырья. Зерно-картофельная бражка содержит значительное количество взвешенных частиц и обладает большей вязкостью чем бражка, полученная из свеклосахарной мелассы (патоки). Мелассные бражки почти не содержат твердой фазы (особенно отсепарированные с целью выделения дрожжей), нов них большое количество поверхностно активных веществ, они легко пересыщаются углекислотой и сильно пенятся. Содержание этилового спирта в бражке зависит от вида исходного сырья и способа его переработки. Обычно оно колеблется в пределах 6—10% об. Сухих веществ в бражке от 5 до 10%, причем меньше их в картофельных бражках и больше в мелассных. В зрелой бражке всегда растворено некоторое количество углекислого газа (около 0,15—0,2% по весу бражки). Бражная колонна представляет собой типичную отгонную ректификационную колонну. Бражка крепостью 5—10% об. подается на верхнюю тарелку при температуре 50—90° С. Предварительно подогретая бражка пропускается через сепаратор углекислоты и освобождается от значительной части углекислого газа СО2. В установках прямого и некоторых типах полупрямого действия (см. рис. 11, 12, 14, 15, 16, 28, 29 и др.) бражка перед поступлением в бражную колонну подвергается эпюрации, в результате чего бражка освобождается от головных примесей и остатка углекислоты. Из нижней части бражной колонны отводится послеспиртовая барда, в достаточной мере освобожденная от этилового спирта (легколетучего компонента), из верхней части бражной колонны отводятся пары, обогащенные этиловым спиртом и сопутствующими ему летучими примесями. Допустимое содержание спирта в послеспиртовой барде не более Х0
= 0,015% об. = 0,012% мас. = 0,004% мол. Крепость спирто-водных паров, отходящих из верхней части бражной колонны, обычно составляет Yв = 30—60% об. ~ 25—52% мас. ~ 11,5—29,8% мол. Она зависит от крепости и температуры исходной
бражки и парового числа. В бражных колоннах обычно устанавливается 18—22 одно-колпачковые тарелки или 22—24 ситчатые. На рис. 55 и 56 показаны конструкции основных элементов колонн. Расстояние между одноколпачковыми тарелками принимается 240, 280 и 340 мм, между ситчатыми — 500—550 мм. Ситчатые тарелки устанавливаются в колоннах диаметром 1500 мм и более, одно-колпачковые двойного кипячения (двойной выварки) — от 650 до 1500 мм и одноколпачковые одинарного кипячения — 650 мм и менее. В настоящее время диаметры бражных колонн нормализованы. Все оборудование и трубопроводы, соприкасающиеся с полупродуктами и продуктами браго-ректификации, изготавливается из меди марки МЗр. Отдельные детали могут быть изготовлены из бронзы или латуни. Наружные детали (фланцы, болты, кронштейны и т. д.) — из Ст. 3. Царги и тарелки бражных колонн изготовляются из медного листа толщиной 2,5—5 мм. Тарелки бражных колонн могут быть изготовлены из латуни Л-62. Возможно изготовление браго-ректификационной аппаратуры также из кислотоупорной нержавеющей стали. Коэффициент полезного действия К.П.Д. тарелок бражной колонны зависит от их состояния и режима эксплуатации: для одноколпачковых 0,6—0,65, для ситчатых ~0,5. Обогреваются колонны, как правило, открытым паром и редко — закрытым. Производительность бражных колонн исчисляется на каждую десятую квадратного метра их поперечного сечения в дал/сутки в соответствии с Инструкцией по определению и учету производственной мощности спиртовых и ацетоно-бутиловых заводов, работающих на пищевых видах сырья (см. приложение IV). Однако практика показывает, что фактическая производительность бражных колонн выше нормативной. Ориентировочно производительность бражных колонн (М, дал сутки) по спирту можно определить в зависимости от их диаметра (d, м) при наличии в колонне 22 и более тарелок двойного кипячения: а) при межтарелочном расстоянии H = 340 мм М=1370 d2 б) при межтарелочном расстоянии H = 280 мм М=1111 d2. При наличии в бражной колонне 24 и более ситчатых тарелок, установленных на расстоянии 500 мм и более одна от другой, М = 2065 d2. При переработке крепких мелассных бражек (более 8% об.) производительность бражных колонн может быть на 15 — 30% выше. При расчете, нормировании и эксплуатации бражных колонн важно знать зависимость между числом тарелок, удельным расходом пара, температурой, крепостью исходной бражки и содержанием спирта в послеспиртовой барде.
§ 1. Минимальная величина парового потока в бражной колонне Расход пара на бражную колонну в основном определяется величиной рабочего парового потока G, необходимого для проведения процесса разделения исходной смеси (бражки). Допустимая концентрация спирта в барде Х0 в условиях брагоректификации — величина, близкая к нулю, поэтому в уравнении для определения минимальной величины парового числа ею можно пренебречь. При этом уравнения G/L = ХM - Х0 / Y'M - Y0 (24) и G/L = ХM - Х0 / Y'M (24'), где ХM - содержание компонента в исходном продукте, Y'M - концентрация легколетучего компонента в парах, выходящих с верхней тарелки отгонной колонны, приводятся к виду: G / L = Xпит / Yхпит, (60)
но так как Yxпит = K · Xпит, тоG / L мин = 1 / K , (61) где К — коэффициент испарения спирта при Х = Xпит Минимальная величина парового потока, необходимого для проведения разделения (спирт вместе с примесями отделяется от бражки) в бражной колонне, будет равна G мин = L / K (62)При L = 1 кмоль минимальный удельный паровой поток определяется как GМин= 1 : К кмоль на 1 кмоль жидкостного потока в колонне, или GМИН=18 : K кг водяного пара на 1 кмоль жидкостного потока, где 18 — молекулярная масса воды.Для реального течения процесса в колонне с конечным числом тарелок необходимо иметь некоторый избыток потока пара против минимальной величины. § 2. Оптимальная величина избытка пара в бражной колонне А. Н. Плановекий предложил определять величину избытка пара, вводимого в бражную колонну, исходя из минимального объема бражной колонны. Если принять, что сечение бражной колонны пропорционально величине парового потока G, а рабочая высота бражной колонны пропорциональна числу теоретических тарелок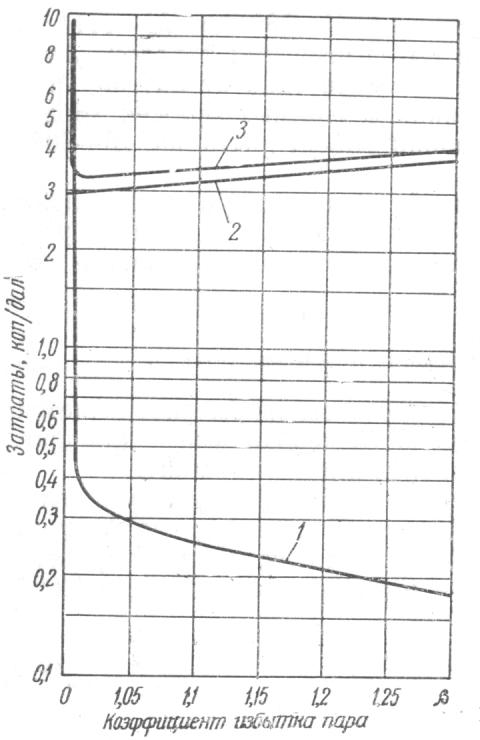 n,
или числу единиц переноса т,
то рабочий объем бражной колонны будет пропорционален произведению
Gn
или
соответственно Gт.
n,
или числу единиц переноса т,
то рабочий объем бражной колонны будет пропорционален произведению
Gn
или
соответственно Gт.
Поскольку n и т зависят от величины движущей силы процесса, определяемой L/G[см.уравнения (16), (19),(20), (21)], то устанавливается зависимость Gn=f (G), или Gm=f' (G) при L = 1.Исследование этой зависимости позволяет определить оптимальное значение парового потокаG,которое соответствует минимальному объему бражной колонны. Минимальный объем колонны будет при избытке пара ß=1,25. Надо полагать, что при этих условиях и стоимость колонны будет минимальна. Метод Плановского дает возможность определить величину избытка пара только исходя из стоимости бражной колонны, однако общая стоимость процесса определяется не только капитальными затратами на бражную колонну, но и эксплуатационными затратами (стоимость пара, воды и др.). Поэтому более объективной оценкой оптимальной величины избытка пара в бражной колонне будет та, при которой учитывается большинство факторов, влияющих на стоимость процесса. А. П. Николаев совместно с автором определили зависимость расхода пара и числа тарелок в бражной колонне, на основании которой подсчитали суммарные затраты на проведение процесса с учетом амортизации бражной колонны и расхода пара. В качестве примера взята медная бражная колонна типовой трехколонной брагоректификационной установки косвенного действия производительностью 2000 дал спирта в сутки. Рис. 57. К определению оптимальной величины избытка пара исходя из минимума затрат.
В расчете принято: стоимость колонны 10800 руб., стоимость 1 т пара 2,5 руб., общая норма амортизационных отчислений 10%. На рис. 57 показана зависимость величины амортизационных отчислений (кривая 1), стоимости пара (кривая 2) и суммы этих величин (кривая 3) от избытка пара, вводимого в бражную колонну, откуда видно, что затраты на проведение процесса в бражной колонне почти целиком определяются стоимостью греющего пара, так как расходы на амортизацию бражной колонны очень малы. Поэтому для уменьшения затрат на отгонку спирта из бражки необходимо работать при возможно минимальном избытке пара. Однако, учитывая необходимость создания устойчивой работы бражной колонны, в расчетах следует принимать избыток пара в 5—10%, т. е. ß = 1,05—1,1.
§ 3. Расчет расхода пара на обогрев бражной колонны Расход пара на обогрев бражной колонны в значительной мере определяется необходимой величиной потока пара в колонне. Следует учитывать также, что часть пара расходуется на догрев бражки до температуры кипения и компенсацию теплопотерь в окружающую среду. Поэтому общий расход тара на колонну определяется расчетом на основании теплового баланса. При обогреве бражной колонны открытым паром применима формула (45). При расчете величиной М задаются, величины IР, ID — табличные (см. приложения V и VI), а величины D, IМ , ID и (QII предварительно рассчитываются. QII определяется по формуле (46). D определяется из уравнения материального баланса по спиртуD = MXM - OXO / YM , (63) где Yм — концентрация этилового спирта в спирто-водных парах, % мол. Так как величина ОХ0 не оказывает существенного влияния на величину расхода пара из-за малого значения Х0 , то D = MXM / YM , (64) но при избытке парового потока в колонне (ß) Yм = УMх / ß , тогда D = MXM · ß / УMх , (65) где Yм — равновесная концентрация спирта в парах над питающей тарелкой, определяемая исходя из Хм по табличным данным (см. (приложение I). По найденному значению Ум определяется теплосодержание спирто-водных паров /0 (см. приложение VI). Величины 1М и /о определяются по формулеI = ct, (66) где с — удельная теплоемкость, ккал/кг-град, t — температура, ° С. Удельная теплоемкость бражки определяется по формуле Г. М. Знаменского с = 1,019 — 0,0095 · В, ккал/кг · град. (67) Удельная теплоемкость барды определяется также по формуле Г. М. Знаменского с = 1 — 0,00378 · В, (68) где В — содержание сухих веществ соответственно в бражке или барде, % мас. Таким образом становятся известными все величины, необходимые для расчета расхода пара. Пример. Определить расход нормального пара на отгонку спирта из бражки при следующих условиях работы колонны: содержание спирта в бражке Хбр = 8 % маc.; температура бражки t бр = 700С; содержание спирта в барде Хо = 0,015% об.; удельная теплоемкость бражки равна удельной теплоемкости барды и составляет с = 0,95 ккал/кг • град.', теплопотери 100 ккална 100 кг бражки. Температура барды 105° С. Расчет. Расчет ведется на 100 кг бражки (Gбр=100 к.г). Содержание спирта на верхней тарелке колонны находим по графику Четверикова (см. рис. 50), т. е. Xпит = 10,4% мас.= 4,3% мол. Содержание спирта в парах над верхней (питающей) тарелкой колонны, равновесное Xпит, равно Ухпит= 52,9% мас. = 30,55% мол. (см. приложение I). Количество спирто-водного пара (по уравнению 65) при коэффициенте избытка пара ß = 1,05 равно D = 100 • 8 • 1,05 / 52,9 = 15,85 кг на 100 кг бражки.Содержание спирта в нем: YD = 100 • 8 / 15,85 = 50,5% маc. = 28,6% мол.
При D = 15,85 кг /о = 456 ккил/кг; по уравнению (45) находим Р = 100 · (0.95 · 105—0,95 · 70) + 15,85(456—0,95 · 105) + 100 / 640—0,95 · 105 = 16,75 кг/100 кг бражки. Для определения величины парового потока в бражной колонне воспользуемся уравнением: G = P · Ip / I'p где I'p — теплосодержание водяного пара, образующегося при кипении жидкости в кубе колонмы при избыточном давлении в колонне 2,5 м вод. ст. (см. приложение V), G = 16,75 · 640 / 640,8 = 16,74 кг на 100 кг бражки. или G = 17,64 / 18 = 0,93 кмоль на 100 кг бражки.
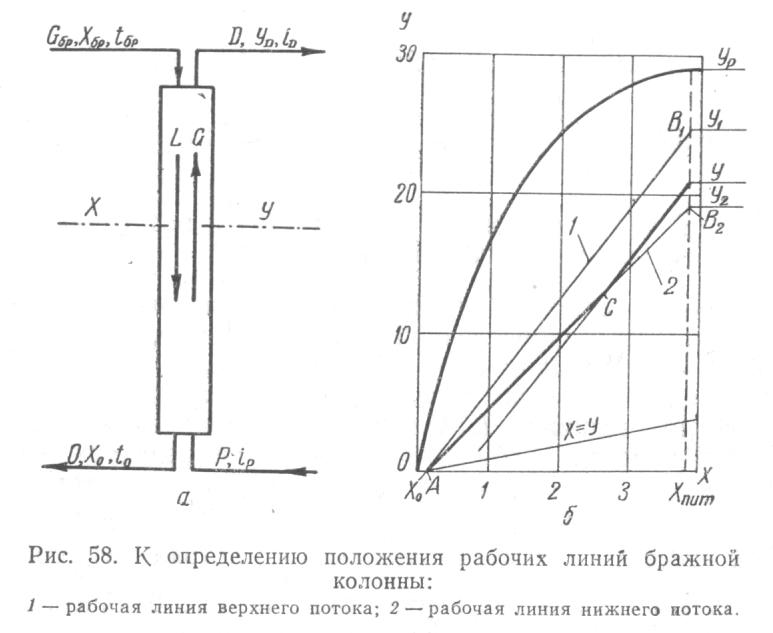
§ 4. Связь между расходом пара и необходимым числом теоретических тарелок Для обеспечения заданных условий разделения колонна должна обладать определенной эффективностью, которая обычно оценивается числом теоретических тарелок. Для графического определения числа тарелок исходя из заданных Хм и Х0 , определенной величины L : G и с учетом укрепления бражки на питающей тарелке путем догрева ее до температуры кипения на диаграмме X — Y строится рабочая линия, при этом принимается, что она прямая. При расчете L / G величину жидкостного потока целесообразно определять исходя из уравнения материального баланса, составленного для части колонны, находящейся выше куба (рис. 58, а):Gбр + G = L + D откуда L = Gбр + G — D Величина G обычно определяется на основании теплового баланса. Однако, анализируя результаты приведенного выше примерного расчета, можно заметить значительные расхождения в потоках пара, входящего в колонну Р и выходящего из нее D. Если первый составляет 16,74:18 = 0,93 кмоль, то второй 15,85:26 = 0,61 кмоль, где 26 — среднемолекулярная масса бражного достиллята1 при крепости 50,5% мас. 1 Среднемолекулярная масса спирто-водной смеси определяется по формуле Мср = 100 / X / 46 + (100 — X) / 18, (69) Где X - содержание этилового спирта в смеси , % мас. Pазница объясняется тем, что часть греющего пара расходуется на догрев бражки до температуры кипения и компенсацию теплопотерь в окружающую среду.На рис. 58, б дано положение рабочей линии, определенное на основании нижнего (АВ2) и верхнего (АВ 1) потоков пара. В обоих случаях концентрация спирто-водных паров отличается от фактической концентрации, полученной по расчету (см. пример). Фактическая концентрация Y лежит между Y1, полученным по верхнему потоку пара, и Y2, полученным по нижнему потоку пара. Следовательно, число теоретических тарелок, определенное по верхнему потоку пара, будет завышенным, а по нижнему — заниженным.
Рис. 58. К определению положения рабочих линий бражной колонны: 1 — рабочая линия верхнего потока; 2 — рабочая линия нижнего потока.
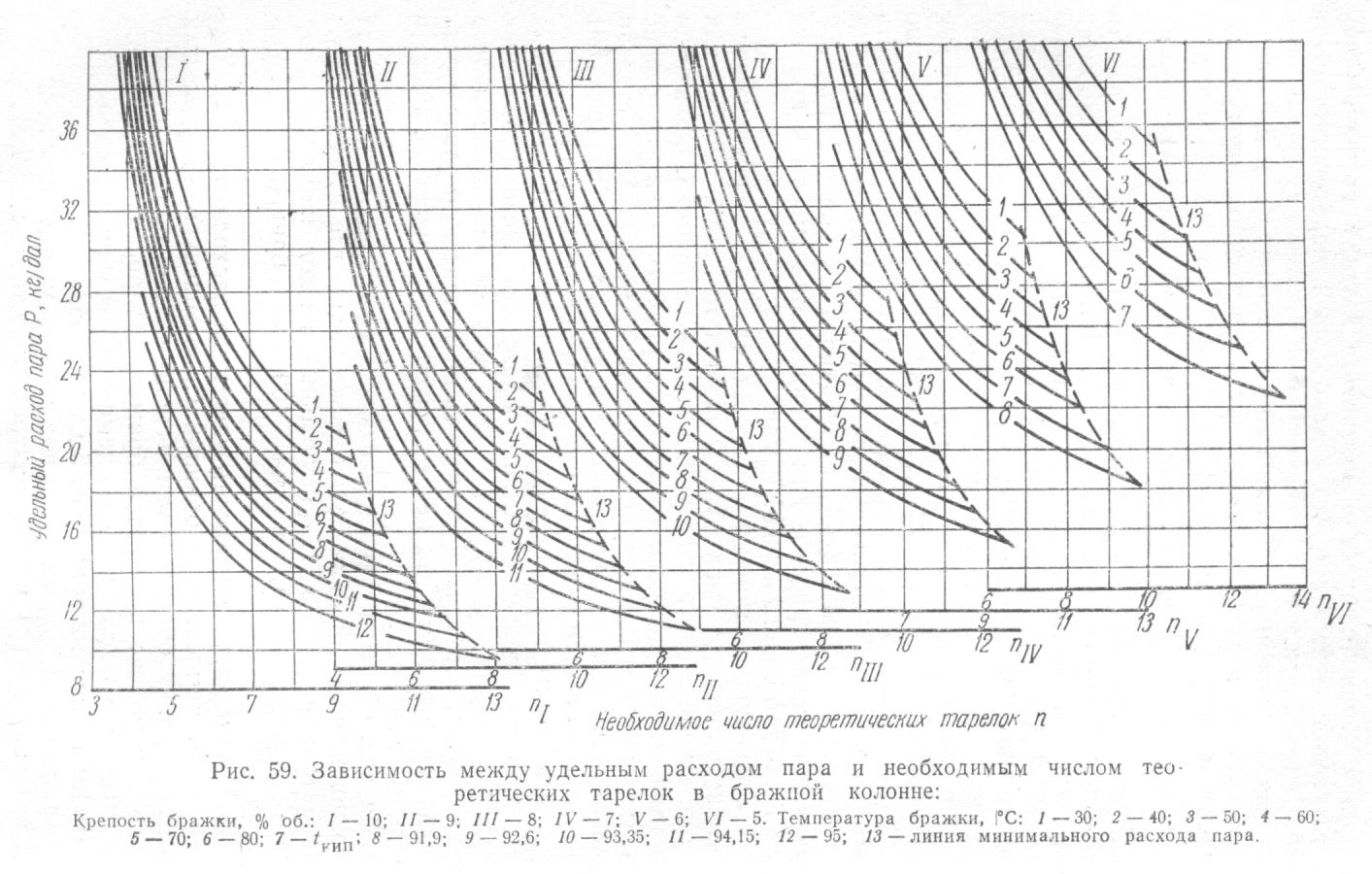
Для определения фактического положения рабочей линии необходимо, по-видимому, пользоваться следующей методикой. На диаграмме X—Y строятся рабочие линии по верхнему и нижнему потоку пара, на основании которых определяются соответственно Y1 и Y2. Затем на перпендикуляре, восстановленном из Хпит, наносится точка, соответствующая фактической концентрации Y, полученной на основании расчета. Из этой точки Y проводится рабочая линия, параллельная рабочей линии, определенной по верхнему потоку пара, до пересечения ее с рабочей линией (точка С), определенной по нижнему потоку пара. Таким образом, в нижней части бражной колонны положение рабочей линии в основном будет определяться нижним потоком пара, а в верхней — верхним, что в наибольшей мере соответствует действительности. Для определения необходимого расхода пара при известном значении числа теоретических тарелок в колонне следует построить рабочую линию по значениям Х0 , Хпит и числу теоретических тарелок, а затем, сняв значение L/G —- как тангенс угла наклона линии рабочих концентраций к оси абсцисс, определить величину G при заданном значении L. По величине G находится D — величина, которая входит в тепловой баланс [уравнение (65)]. Однако такой ход определения D очень сложен, так как рабочая линия ломаная, и может быть выполнен только методом последовательных приближений. Для облегчения этих расчетов, необходимость в которых часто возникает на практике, на основании приведенной выше методики построена серия графиков, отражающих зависимость удельного расхода нормального пара (Р кг/дал спирта) от т (т - число необходимых тарелок в колонне)и температуры бражки (tбр), поступающей в колонну. На рис.59 приведены такие графики для концентраций спирта в бражке от 5 до 10% об. при Х0 = 0,01% маc.
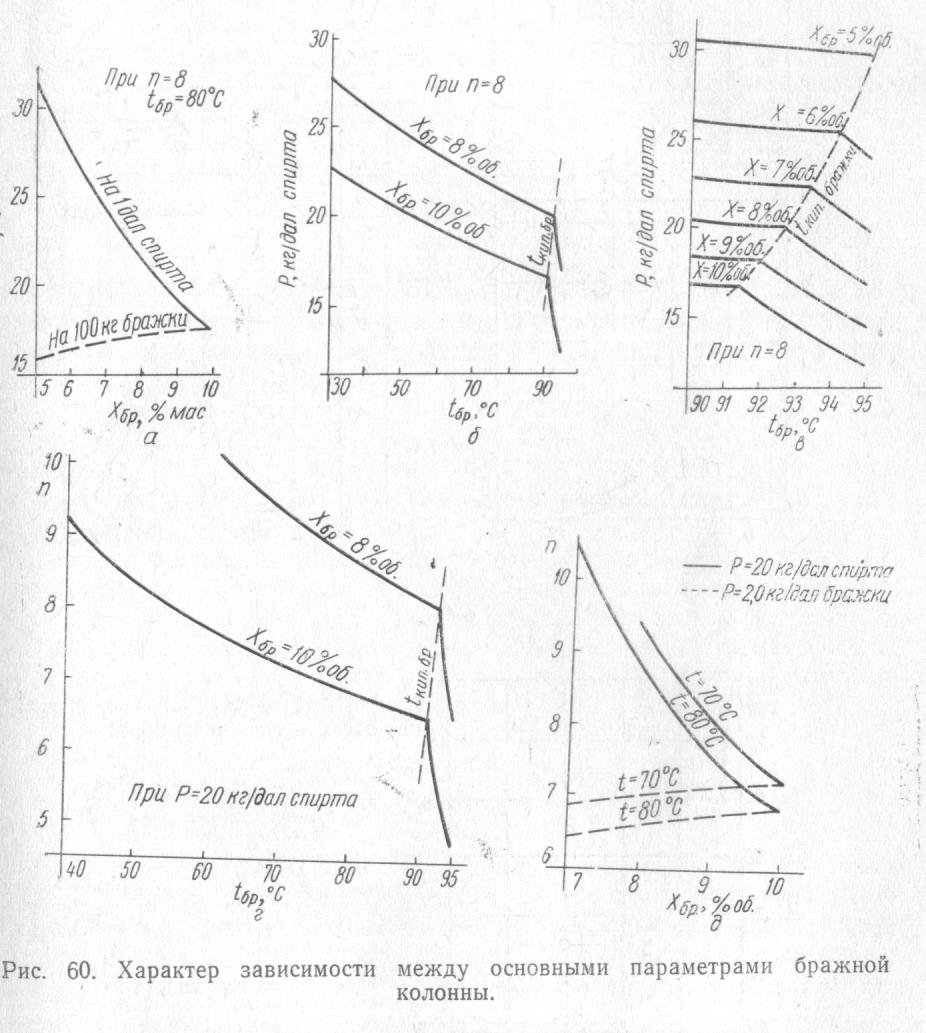
Из графиков видно, что во всех случаях с уменьшением удельного расхода пара увеличивается число теоретических тарелок бражной колонны n, необходимое для определенной степени извлечения спирта из бражки. Однако по достижении определенного минимума расхода пара увеличение числа тарелок в колонне не обеспечивает необходимой степени вываривания спирта. Экстраполяция кривых Р=f(n) (рис. 59) правее линии минимального расхода пара недопустима. Приведенные графики дают возможность нормировать расход пара на бражную колонну, проводить расчеты бражных колонн и анализировать работу бражных колонн в зависимости от целого ряда факторов, а также установить аналитическую зависимость между параметрами процесса разделения примесей спирта, происходящего в бражных колоннах. На рис. 60,а показана зависимость удельного расхода пара от концентрации бражки. Из графика видно, что с увеличением концентрации бражки (Хбр) удельный расход пара на 1 дал спирта уменьшается, а на 100 кг бражки — увеличивается.
Рис. 60,б дает зависимость удельного расхода пара (кг/дал спирта) от температуры бражки. С повышением температуры бражки удельный расход пара на обогрев бражной колонны понижается, причем понижается особенно резко при подаче перегретой бражки. На рис. 60, в приведена зависимость расхода пара от температуры перегрева бражки для концентрации спирта в бражке от 5 до 10% об. Аналогичная зависимость получается между необходимым числом тарелок в бражной колонне (т) и температурой бражки (рис. 60,г).
|
|
 на главную
на главную