|
|
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Дистилляция этилового спирта из бражки Общие сведения о брагоперегонных и дистиляционных аппаратах Ректификационные аппараты периодического действия Непрерывнодействующий дистилляционно - ректификационный аппарат для получения спирта. Гидродинамика насадочных колонн. Расчет бражной колонны брагоперегонного аппарата -> Анализ работы бражной колонны Ссылка Расчет дефлегматоров и холодильников брагоперегонных аппаратов Замена кожухотрубного дефлегматора на пластинчатый Руководство по проектированию и диагностированию теплообменников для конденсации Сложная перегонка бражки в спирт Материальный баланс бражной колонны Ссылка
Эпюрация и ректификация этилового спирта Моделирование процесса эпюрации этилового спирта Эпюрация и ректификация этилового спирта под вакуумом Материальный и тепловой балансы эпюрационной (гидроселекционной) и ректификационной колонны Браго-Ректификационные Установки БРУ периодического действия Очистка спирта вспомогательными средствами Производство ЭТБЭ из этанола без изобутилена Ректификационные и выпарные аппараты для барды с использованием вторичного пара Оптимальное управление брагоректификационной установкой косвенного действия
Утилизация послеспиртовой барды Способы утилизации послеспиртовой барды Тепловые схемы браго-ректификационных установок с цехом упаривания барды Технология выращивания кормовых дрожжей на послеспиртовой барде Анаэробная очистка барды, поступающей из бражной колонны, на биологических очистных сооружениях с последующей аэробной доочисткой Производство кормового концентрата витамина В12 и метана метановым брожением послеспиртовой барды Технология обогащения барды молочно-кислым аммонием Получение сбалансированного белково-углеводного кормопродукта (БУК) из послеспиртовой барды.
|
Расчет бражной колонны брагоперегонного аппаратаПриступая к расчету бражной колонны Вы должны понимать основы дистилляции и уметь проводить некоторые вычисления. В случае высокой температуры кипения смеси, которая потребует очень высокого давления пара, нужно думать о бражной колонне, работающей при давлении ниже атмосферного (т.е. о расчете и проектировании бражной колонны, работающей под вакуумом). При расчете бражной колонны, работающей под вакуумом снизится температура кипения смеси и повысится экономическая эффективность работы колонны. И наоборот, если температура кипения смеси слишком мала, то выбираем бражную колонну работающую под давлением, чтобы выпарить только более летучие компоненты смеси, что будет более целесообразным. Указанные выше концепции хороши, когда температура кипения MVC & LVC (высоко кипящих компонентов & низко кипящих компонентов бражки) существенно различаются. Тем не менее, в случае азеотропной перегонки, используйте Х-Y диаграмму. После того как Вы выбрали давление внутри бражной колонны, температуре верха колонны будет определяться точкой росы верхнего компонента. Поскольку верхним конденсатором, удаляется только скрытая теплота, температура верха бражной колонны должна поддерживаться на уровне точки росы. Флегма из верхнего конденсатора может снизить температуру верха бражной колонны еще ниже, что приведет к затоплению колонны жидкостью и, следовательно, плохому восстановлению верхнего продукта. Подводя итоги: температура нижней части бражной колонны составляет точку кипения смеси, а температура верха колонны будет равна точке росы верхнего продукта при рабочем давлении. Надеюсь, что это Вам поможет. При расчете бражной колонны брагоперегонного аппарата задается производительность аппарата, выраженная в декалитрах (10 литров) безводного спирта в сутки, а также крепость перегоняемой бражки и получаемого спирта-сырца. Требуется определить число тарелок аппарата и его конструктивные размеры. В тепловом расчете аппарата находят расход пара и воды на аппарат. Брагоперегонный аппарат должен быть сконструирован так, чтобы расход пара и воды был минимальным.
Определение флегмового числа бражной колонныРасчет бражной колонны начинаем с определения флегмового числа, для чего сначала находим значения минимального флегмового числа по уравнению (II — 23).
Здесь vмин — минимальное флегмовое число, хD — содержание спирта в сырце, % мол., хм — содержание спирта в жидкости, кипящей на тарелке питания, % мол., ум — содержание спирта в парах, равновесных с этой жидкостью, % мол. В случае, если бражка поступает при температуре кипения, хм соответствует содержанию в ней спирта. Если же бражка, как это обычно бывает, поступает при температуре, меньшей, чем температура ее кипения, то происходит укрепление ее за счет конденсации на тарелке питания водно-спиртовых паров, приходящих с нижележащей тарелки. Для ориентировочного расчета определения, содержания спирта в жидкости на питающей тарелке бражной колонны служит график (рис. VI—6). На этом графике по горизонтальной оси отложено количество тепла, которое нужно затратить, чтобы догреть 100 кг поступающей на перегонку бражки до температуры кипения, по вертикальной оси — содержание алкоголя на тарелке питания бражной колонны в % маc. Кривые на рисунке VI—6 отвечают различному содержанию спирта в бражке, поступающей на перегонку.
Рис. УI-6. График для нахождения крепости кипящей бражки на питающей тарелке бражной колонны. Для определения количества тепла, затрачиваемого на подогрев бражки до температуры кипения, служит формула
В — содержание сухих веществ в бражке, % мас. Профессор С. Е. Харин предложил аналитический метод определения температуры кипения на питающей тарелке бражной колонныы[2]. Рассматривая процесс конденсации паров на питательной тарелке бражной колонны и приняв некоторые допущения, он вывел основное уравнение:
В этих уравнениях: а — массовый процент спирта в бражке, поступающей на перегонку в бражную колонну, t — температура бражки.
Пример 3. Определить температуру кипения бражки, содержащей 8,0% мас. алкоголя, при условии, что бражка поступает при 60° С, удельная теплоемкость бражки 0,95 ккал /(кг • град). Решим сначала задачу при помощи графика (см. рис. VI—6). Бражка, содержащая 8,0% мас. спирта, будет кипеть при 92,6° С (см табл. I—10), следовательно, недогрев будет (92,6—60) · 100 · 0,95 = 3100 ккал на 100 кг бражки. Теперь по рис. VI—6 определяем концентрацию алкоголя на тарелке питания бражной колонны. Она равна 11,5% мас., что соответствует температуре кипения 90,6° С. Высчитываем теперь температуру кипения по уравнениям Харина: р = 72,78 + 1,062 · 8 + 0,1176 · 60 = 88,33; q = 616,5 + 80,79 · 8 — 6,38 · 60 = 880,5. Составим уравнение: ак2 + 88,33 · ак + 880,5 = 0 Решаем его в отношении ак: ак = 44,165 ± √ (44,1652 — 880,5) = 11,16% мас., а температура кипения по табл. I—10 t ~ 90,7° С, что близко к температуре кипения, найденной при помощи графика.
Как тот, так и другой метод определения температуры кипения на тарелке питания являются приближенными, так как в основе их лежит предположение, что число тарелок колонны бесконечно велико, а концентрация спирта в парах до и после тарелки питания равны, причем эти пары находятся в равновесии с кипящей на тарелке питания жидкостью. В действительности пары, поступающие на тарелку питания с нижележащей тарелки, в реальной колонне не могут находиться в равновесии с жидкостью, кипящей на тарелке питания. Концентрация спирта в этих парах, как показали исследования, проведенные в лаборатории процессов и аппаратов КТИППа [3, 4], является функцией количества поступающей бражки М кг/ч, количества греющего пара Р кг/м, концентрации спирта в бражке Хм и температуры бражки $м- Для нахождения функциональной зависимости у = $(М, Р, хм, 1М) было проведено экспериментальное исследование на бражной колонне полупроизводственного типа. Колонна имела диаметр 140 мм и расстояние между тарелками 170 мм. Температура бражки в опытах колебалась от 30 до 90° С; расход пара от 20 до 40 ,/сг/ч при М =100 кг/ч; концентрация спирта в бражке изменялась от 6 до 8,2% мае. Экспериментальные данные были обработаны на электронной цифровой машине по методу множественной регрессии. При этом получено следующее уравнение у = 30,1 + 3,7хм — 0,2tм — 0,9P % маc. (VI—4) Полученное значение у дает возможность установить значение f = 100 — у / у, т. е. соотношение в греющих парах воды и спирта. Для нахождения ха — концентрации спирта в кипящей бражке на тарелке питания бражной колонны предложено [3, 4] использовать следующую формулу:
где Iо — теплосодержание поступающей бражки, ккал/кг. Сопоставление экспериментальных данных и значений температур, полученных расчетом различными методами, приведено в табл. VI—3. Из рассмотренных данных таблицы VI—3 следует, что результаты, полученные расчетом по уравнению VI—6, наиболее близки к экспериментальным. Другие методы дают отклонения тем большие, чем больше недогрев бражки и чем больше расход пара в колонне. При температуре бражки выше 60° С и расходе пара менее 20 кг на 100 кг бражки все методы дают удовлетрительные результаты.
Материальный и тепловой балансы брагоперегонного аппаратаЕсли рассматривать одноколонный аппарат, исключив дефлегматор, как некоторую замкнутую систему («коробку»), то можно легко составить материальный и тепловой балансы бражной колонны брагоперегонного аппарата (табл. VI—4 и VI—5). При составлении балансов массу выражают в килограммах, а состав продуктов — в массовых процентах. Очевидно, уравнение материального баланса будет иметь вид:
Определение числа ректификационных тарелок Для определения числа ректификационных тарелок брагоперегонного аппарата воспользуемся графическим методом. Для этого в прямоугольных координатах у — х построим кривую равновесия. Содержание спирта в парах в % мол. у откладываем на вертикальной оси, а содержание спирта в жидкости х — на горизонтальной. Уравнение рабочей линии верхней колонны имеет следующий вид:
Уравнение рабочей линии нижней колонны при обогреве открытым паром может быть представлено так [10]
Здесь L — количество молей в жидком потоке, стекающем по тарелкам нижней колонны, G — то же, в паровом потоке, XR — содержание спирта в барде, % мол. Количество молей спирта, содержащихся в паровом потоке, может быть найдено исходя из определенного ранее расхода пара Р в кг.
Количество киломолей содержащегося в этом массовом количестве пара составляет P/18, где 18 — молекулярная масса воды. Так как при движении пара в колонне молевое количество его будет оставаться постоянным, то найденная величина будет искомым количеством молей в паровом потоке. Этот расчет несколько неточен, так как приходящий в колонну пар имеет давление большее, чем давление в колонне, но ошибка невелика и к тому же компенсируется теплопотерей в окружающее пространство. Количество молей L в жидком потоке складывается из трех частей: потока бражки L1 потока флегмы, приходящей из верхней части колонны, L2 и потока конденсата пара, израсходованного на догрев бражки Lз Количество молей бражки L1 находится делением массового количества бражки на ее средний молекулярный вес; количество молей флегмы L2 = v · D/MD , где MD - средняя молекулярная масса флегмы, равная средней молекулярной массе сырца; количество молей пара, расходуемого на догрев бражки, Lз определяется следующим путем
Находим количество тепла Q, которое расходуется на нагревание бражки до температуры кипения. Разделив Q на молекулярную теплоту конденсации водяного пара (18 r), получаем Lз = Q / 18 r Имея уравнение рабочей линии верхней и нижней колонны, строим рабочие линии в координатах у — х (рис. VI—7). Начинаем с построения рабочей линии верхней колонны. Для этого на горизонтальной оси откладываем значение хD и восстанавливаем из хD перпендикуляр до пересечения его с диагональю графика. На оси ординат откладываем отрезок хD / v + 1; соединяя точки D и В, получаем рабочую линию ВD верхней колонны. Для построения рабочей линии нижней колонны задаемся двумя значениями у и находим соответствующие значения х. Согласно уравнению (VI—II), при у = 0 и х = хR.Второе значение находим, например, при у = 20, также по уравнению (VI—II).
Рис. VI—7. Построение рабочих линий полной колонны.
По этим двум точкам строим рабочую линию нижней колонны. После того как достроены рабочие линии, строим обычным способом ступени концентрации и определяем число теоретических тарелок, необходимых для перегонки. Для нахождения числа действительных тарелок число найденных ступеней концентрации (теоретических тарелок) делим на средний коэффициент полезного действия тарелок (к. п. д.). Значения к. п. д. могут быть выбраны по таблице (VI—4) [5]. Построение ступеней концентрации для нижней части бражной колонны, в которой концентрация спирта х изменяется от 0,004 до 0,2% мол., можно воспользоваться уравнением Сореля — Харина для нахождения ступеней концентрации, которое запишется так:
Здесь x0 = 0,2% мол., хR — 0,004% мол., К — коэффициент испарения спирта, равный для рассматриваемой зоны концентрации 13. Чтобы показать, как проводится определение числа тарелок, рассмотрим следующий пример. Пример 4. Определить необходимое число тарелок одноколонного брагоперегонного аппарата, работающего при следующих условиях. Бражка, полученная при переработке крахмалистого сырья, поступает при температуре 70° С. Содержание спирта в ней 7,5% маc., содержание сухих веществ 7,3%; содержание сухих веществ в барде 6,5% маc., содержание спирта в барде 0,01% маc. Давление открытого греющего пара 1,45 бар. Давление в выварной части колонны 1,15 бар. Крепость сырца 88% об. Пересчитав концентрацию спирта на молевые проценты, найдем: крепость сырца xD = 66% мол.;крепость бражки xM = 3,07% мол.;крепость барды хR = 0,004% мол. Найдем величину минимального флегмового числа по уравнению (II — 23)
ум — хм Для определения ум и хм необходимо определить теплоту Q, расходуемую на нагревание бражки до кипения. Температуру кипения бражки при крепости ее 7,5% маc. найдем, как для водно-спиртовой смеси, равной 93° С (см. табл. I — 10). Согласно уравнению (VI — 2) с=1, 019 — 0,0095-7,3 = 0,95 ккал/(кг- град); Q = 0,95 (93 — 70) 100 = 2180 ккал По графику (см. рис. VI — 6) находим крепость жидкости, кипящей на тарелке питания, равную приблизительно 9% маc., или 3,73% мол. Соответ-
Определение основных размеров колонн брагоперегонного аппаратаПосле того как определено число тарелок брагоперегонного аппарата, может быть найдена высота аппарата. Для того чтобы определить ее, необходимо выбрать расстояние между тарелками аппарата Н. Эта величина зависит от скорости движения паров в межтарелочном пространстве (свободном сечении бражной колонны). Для нахождения скорости пара в аппаратах для перегонки и ректификации предложен ряд уравнений. При выводе их исходят из того положения, что при определенной скорости пара к. п. д. тарелок становится оптимальным. Эту скорость стремятся определить при помощи предложенных для этой цели уравнений. Разумеется, оптимальная скорость связана со свойствами системы и с конструкцией тарелки, поэтому универсальные формулы для определения оптимальной скорости не могут быть точными. Из формул, выведенных на основании исследований системы спирт — вода, известны уравнения Киршбаума и Стабникова. Последнее выведено на основе исследований Пиви и Бэкера [6]. Киршбаум [7] в экспериментальном исследовании, проведенном с водно-спиртовым раствором, содержащим 50% мас. этилового спирта, на испытуемой тарелке определял оптимальную скорость пара. Его колонна имела диаметр 400 мм и 15 колпачков при глубине барботажа 30 мм. За основные параметры, определяющие скорость пара (W м/сек), были приняты; относительная плотность пара (Yп кг/м3), расстояние между тарелками (h мм). В зависимости от этих величин определялась та наибольшая скорость пара, при которой к. п. д. тарелки остается достаточно большим (от 0,62 до 0,88). На рис. VI — 9 приведен график для нахождения скорости пара.
Для этой же цели служит уравнение, предложенное Киршбаумом:
Пиви и Бэкер [6], исследуя тот же вопрос, пользовались колонной с внутренним диаметром 458 мм. Колонна имела 3 тарелки с колпачками. Исследуемый раствор содержал 35% мол. спирта. На рис. VI—10 и VI—11 приведены результаты экспериментов этих авторов. График на рис. VI—10 иллюстрирует опыты, проведенные три расстоянии между тарелками 150 мм, а на рис. VI—11 — три расстоянии 300 мм. В обоих случаях глубина барботажа менялась. Анализ графиков показывает, что при увеличении скорости пара коэффициент полезного действия к. п. д. тарелки сначала растет, далее остается постоянным до некоторого значения скорости, а затем падает. В результате проведенных экспериментов авторы предложили график для определения максимально допустимой скорости паров в свободном сечении колонны (рис. VI—12). В этом графике отражены три важнейших, тю их мнению, фактора: глубина барботажа, скорость пара, расстояние между тарелками. Те же данные приведены в табл. VI—9. 
этому уравнению, при расстоянии между тарелками более 275 мм соответствует производительности, достигнутой передовыми аппаратчиками. Поэтому уравнение (VI — 13) может быть рекомендовано для подсчетов оптимальной скорости пара для брагоперегонных аппаратов. Андреев [9], применяя это уравнение для ситчатых тарелок бражных колонн сульфитно-спиртовых заводов при расстоянии между тарелками 500 мм, получил удовлетворительное совпадение с данными практики. Как и формулой Киршбаума, формулой (VI — 13) не учитывается изменение концентрации спирта. Формула (VI — 13) не учитывает также изменение уп и не может быть применена при давлениях, значительно отличающихся от нормального. Поэтому при расчетах вакуумных колонн или колонн, работающих под давлением, следует пользоваться формулой Киршбаума. Расстояние между колпачковыми тарелками в брагоперегонных аппаратах, работающих на заводах, колеблется от 200 до 280 мм. При проектировании новых аппаратов следует брать верхний предел, так как при этом масса аппаратов получается меньшей и на их изготовление расходуется меньше металла; при увеличении расстояния между тарелками увеличивается допускаемая скорость паров, а следовательно, Уменьшается диаметр колонны. Задавшись величиной Н, по формуле (VI — 13) можно определить W и, наоборот, задавшись W, можно установить H. Диаметр колонны находится из уравнения:
где W — объем паров, поднимающихся в колонне. Объем паров W легко может быть найден, так как нам известно количество молей паров, поднимающихся в колонне. Оно равно D + Dv в час. Здесь D — количество молей дистиллята; v — флегмовое число. Отсюда
где 22,4 — объем 1 кмоля пара при 0° С и давлении 760 мм рт. ст., м3; Т — абсолютная температура пара, °К; Р — давление пара в рассматриваемом сечении бражной колонны. Максимальный объем пара будет в нижней части колонны. Для определения размеров деталей тарелок пользуются установленными практикой нормативами, изложенными ниже.
Определение размеров элементов тарелкиДля колпачковых тарелок бражных колонн скорость пара в щелях принимают 3,5 — 5 м/сек; для колпачковых спиртовых тарелок она может быть увеличена до 5 — 6 м/сек; скорость в отверстиях ситчатых тарелок берут равной также 5 — 6 м/сек. Высота слоя жидкости для колпачковых тарелок бражных колонн рекомендуется 50 — 70 мм, для ситчатых 30 — 35 мм. Скорость течения жидкости на тарелках колонны 0,07 — 0,1 м/сек. Ширина слоя жидкости на тарелках (ширина потока) для бражных колонн должна быть не более 200 мм. При расчете ситчатых тарелок бражных колонн необходимо выбирать диаметр отверстий и расстояние между отверстиями. За оптимальные (для спиртовых колонн) можно принять размеры отверстий 2,5 — 3,5 мм. Расстояние между отверстиями принимают от 12 до 15 мм. Отверстия располагают по вершинам равносторонних треугольников. Для бражных колонн диаметр отверстий равен 10—11 мм. Для бражных колонн практически установлена норма: на каждые 100 дал бражки в час приходится 80 мм, периметра сливного стакана, при этом диаметр стакана не может быть меньше 90 — 100 мм. Для спиртовых колонн при подсчете сечения стакана пользуются уравнением: Q — 1,8 L Δh3/2 , (VI— 16) где Q — пропускная способность стакана, м3/сек; L — периметр слива, м;Δh — высота жидкости над обрезом стакана, м. При помощи формулы (VI — 16) можно определить статическую высоту жидкости Δh над обрезом сливного стакана. Сечение сливных стаканов рекомендуется устанавливать также по скорости в них флегмы. Скорость флегмы в сливных стаканах берут в пределах 0,1— 0,2 м/сек. Ниже приводятся примерные расчеты элементов тарелок брагоперегонных аппаратов.
Пример 5. Для условий примера 4 (см. выше) определить размеры колпачковой тарелки двойного кипячения для брагоперегонного аппарата производительностью 1000 дал спирта в сутки (считая на безводный спирт). Определим диаметр колонны. Примем расстояние между тарелками 1г равным 250 мм, а глубину барботажного слоя z = 37,5 мм. По формуле (VI —13) найдем скорость пара в межтарелочном пространстве: w = 0,305 · 250 / 60 + 0,05 · 250 — 0,012 37,5 = 0,6 м/сек Для определения диаметра колонны и тарелки найдем объем паров, поднимающихся в колонне. Объемы пара, поднимающегося в бражной и спиртовой части колонны будут несколько различны, так как часть пара, поднимающегося в бражной колонне, конденсируется на тарелке питания; кроме того, давление и температура пара будут различными. Поэтому найдем объем пара для каждой из колонн. В бражную колонну поступает, согласно примеру 4, 22,55 кг пара на 100 кг бражки. В аппарат поступает бражки (М): 10000 · 0,79 · 100 / 24 · 7,5 = М кг/ час В этом уравнении 0,79 — относительная плотность безводного спирта при t = 20° С; 7,5 — % маc. спирта в бражке. Отсюда М = 4370 кг/ч. Согласно примеру 4, расход греющего пара давлением 1,45 бар составляет 22,55 кг на 100 кг бражки, или 43,7 · 22,55 = 980 кг/ч. Поступивший в колонну пар конденсируется, и за счет его тепла образуется пар давлением 1,15 бар. Количество его будет больше на величину i1/i2 , где i1 и i2 — теплосодержание пара при 1,45 и 1,15 бар. Относительная плотность водяного пара при 1,15 бар составляет 0,66 кг/м3. Отсюда V = 642,7 · 980 / 639 · 0,66 = 1490 м3/ час Объем паров, поднимающихся в спиртовой колонне, может быть найдем по уравнению (VI—15). В этом уравнении D — количество молей спирта-сырца за час — равноD = 10000 · 100 · 0,79 / 83,1 · 36,5 · 21 = 10,8 кмоль/ час Здесь 0,79 —относительная плотность безводного спирта; 83,1 —содержание спирта в сырце, % мас.; 36,5 — средняя молекулярная масса спирта-сырца. Согласно примеру 4, флегмовое число v = 3. Абсолютная температура паров при крепости их 88% об. равна 352° К. Давление паров вверху колонны примем равным 1,05 бар. Отсюда по формуле (VI—15) находим: (10,8 + 3 · 10,8) · 22,4 · 352 / 273 · 1,05 = 1190 м3/час Рассчитаем основные размеры тарелки для бражной части. Диаметр тарелки находим по уравнению (VI—14) d = √ ( V · 4) / ( ¶ · w · 3600 ) = √ ( 1490 · 4) / ( 3,14 · 0,6 · 3600 ) = 0,94
Рассчитаем основные размеры тарелки
двойного кипячения (рис. VI—13).
Примем ширину b равной 150 мм, а расстояние до стенки колонны с = 80 мм. Диаметр колпака d1 = 940 — 2 · (150 + 80) = 480 мм. Определим высоту паровыпускных щелей h1, приняв скорость выхода пара равной 3,5 м/сек. Площадь сечения щелей должна быть равна1490 / 3600 : 3,5 = 0,118 м2Периметр, по которому пар выходит из-под колпака и воротника, равен L = ¶ (d1 + 2b) + ¶d1 = 2¶ · (d1 + b) = 3,96 м Отсюда h1 = 0,118 : 3,96 = 0,03 м, или 30 мм. Высота слоя жидкости на тарелке слагается из высоты паровыпускной щели h1 и глубины барботажа, которая принимается равной 37,5 мм. Общая высота будет h2 = h1 + 375 = 30 + 37,5 = 67,5 мм.Высоту горловины h3 принимаем равной h2 + 20 мм = 67 5 + 20 = 87, 5 мм ~ 90 мм.Определим скорость течения жидкости на тарелке. Количество жидкости, стекающей в бражной колонне, складывается из количества бражки (М) и флегмы (Ф). Количество бражки найдено выше равным 4370 кг/ч. Количество флегмы в молях, согласно примеру 4, равно L2= 0,74 на 100 кг бражки, количество молей конденсата пара, идущего на догрев бражки, L3 = 0,224 на 100 кг бражки. Следовательно, в бражной колонне стекает(0,74 + 0,224) 4370 / 100 = 42 моля жидкости в час.приняв, что жидкость эта имеет ту же концентрацию спирта, что и бражка на питающей тарелке, т. е. 9% мас., найдем массовый поток 42 · 19,2 ~ 800 кг/ч.Общее количество стекающей жидкости равно 4370 + 800 = = 5170 кг/ч. При средней относительной плотности жидкости, содержащей 9% мас. спирта и некоторое количество сухих веществ, равной 1, найдем объем стекающей жидкости, равный 5,17 м3/ч. Отсюда расчетная скорость течения жидкости на тарелке составит 5,17 / 3600 · 2 · 0,0675 · 0,15 = 0,07 м/сек, т. е. скорость приемлемая. Высоту Δ h жидкости над обрезом сливного стакана можно определить по формуле (VI—16).Периметр слива находим по эмпирическому правилу: на каждые 100 дал бражки в час должно приходиться 80 мм периметра слива. В нашем случае через стакан сливается 5170 л, или 517 дал. Отсюда периметр сливного стакана равен: ( 517 / 100 ) · 80 = 410 мм, или 0,41 м. Теперь по формуле (VI—16) находим:
Высота сливного стакана h4 будет равна h2 — 8 мм = 67,5 — 8 = 60 мм. Стакан по конструктивным соображениям выполняют овальной формы. Расстояние между хвостом стакана и нижней тарелкой принимаем равным 35 мм. Глубина погружения стакана в флегму будет равна 67,5 — 35 = 32,5 мм. Величины δ1 и δ2 (см. рис. VI—13) берут не менее h1
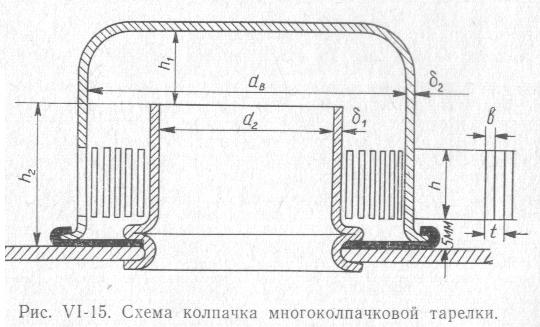
Пример 6. Определить основные размеры многоколпачковой тарелки спиртовой части колонны рассмотренного в примерах 4 и 5 аппарата. На рис. VI—14 изображена схематическая тарелка спиртовой колонны, а на рис VI—15 — схема отдельного колпачка.
Так как диаметр спиртовой колонны из конструктивных соображений берется равным диаметру бражной колонны, то скорость паров в ее свободном сечении будет меньше, чем в бражной колонне. Найдем эту скорость. Объем паров равен 1190 м3/ч, диаметр колонны 0,94 м. Отсюда w = ( 1190 / 3600 ) / ( 3,14 · 0,942 / 4 ) = 0,475 м/сек. Для этой скорости по уравнению (VI—13) при глубине барботажа 37,5 мм найдем, что расстояние между тарелками равно 200 мм. Площадь сечения горловины примем равной 12% от площади всего сечения колонны. Тогда скорость пара в горловинах будет равна 4,00 м/сек. Общая площадь горловин будет равна f = ( 3,14 · 0,942 / 4 ) · 0.12 = 0.83 м2 Примем диаметр горловины d2 равным 60 мм. Тогда число колпачков будет равно:Z = ( 0,83 · 4 ) / 3,14 · 0,062 = 29. Принимая диаметральную систему слива (см. рис. VI—14), располагаем колпачки в шахматном порядке. Сливные перегородки располагаем так, что площадь каждого сегмента будет равна ~10% от общей площади сечения колонны. В этом случае центральный угол а будет равен 93°. Найдем размеры элементов отдельного колпачка (см рис. VI—15). Обозначим площадь паровой горловиныS1 = ¶ · d22 / 4 м2 Площадь прохода между верхом горловины и колпачком S2 = ¶ · d22 · h1 м2 площадь кольца между боковыми стенками площадь прорезов колпачка S4 = h · b · Z м2где А — высота, b — ширина прорезов, а Z — их количество. Колпачок конструируется исходя из условия S1 = S2 = S3 = S4 На основании этих соотношений можно написать ¶ · d22 / 4 = ¶ · d2 · h1 или, подставляя значения d2 в мм, имеем: 3,14 · 602 / 4 = 3,14 · 60 · h1 откуда h1 = 15 мм. Величина внутреннего диаметра колпачка находится из уравнения: ¶ · d22 / 4 = ¶ · d2В / 4 — ¶ · (d2 — 2 δ1)2 / 4 Принимая δ2= 1,5 мм, имеем d2 = 86 мм. Принимая δ2= 2,0 мм, находим, что наружный диаметр dН = 86 + 2,0 · 2 = 90 мм. Периметр колпачка будет равен ¶ · dН = 3,14 · 90 = 282 мм. Высоту прорези примем равной 20 мм. Ширину прорези b берем равной 3 мм. Площадь одной прорези равна 3 х 20 = 60 мм2. Общая площадь прорезей на колпаке равна ¶ · d22 / 4 = 3,14 · 602 / 4 = 2820 мм2. Число прорезей на колпаке равно 2820:60=47 Прорези, как видно из рис. VI — 15, расположены несколько выше уровня тарелки, на величину тройной толщины материала горловины и колпака, т. е. на 1,5 · 3 = 4,5 ~ 5 мм. Колпаки расположены в шахматном порядке в пять рядов, как это показано на рис. VI — 14. Расстояние между осями колпачков принимается равным 130 мм. Тогда расстояние между колпачками равно 40 мм. Длина сливной перегородки, согласно рис. VI— 14, равна 640 мм. Угол а приблизительно равен 90°. Находим высоту жидкости над сливной перегородкой по уравнению (VI — 16). Количество стекающей жидкости согласно примеру 5 приблизительно равно 800 кг/ч, или около 800 л/ч, или 0,00022 м3/сек. Отсюда
или 4,2 мм ~4 мм. Принимаем 5 мм. Согласно принятому, глубина барботажа равна 37,5 мм. Если принять, что прорези колпачков открыты на 2/3 их высоты, то глубина жидкости на тарелке составит 5 + 1/3 · 20 + 37,5 = 50 мм, Высота сливной перегородки 50 — 5 мм = 45 мм. Высоту перегородки в приемной части принимаем равной 50 мм. Для стока флегмы устанавливаем сливной стакан. Высоту выступа его над плоскостью тарелки принимаем 5 мм. Диаметр сливного стакана определяем, задавшись скоростью жидкости в нем, равной 0,1 м/сек:
Для удобства слива берем два сливных стакана с d = 60 мм. Расстояние хвоста сливного стакана от поверхности тарелки берем равным 25 мм. Высоту горловины принимаем на 10 мм больше высоты сливной перегородки, т.е. 45 + 10 = 55 мм. Общая высота колпачка (см. рис. VI—15) равна h2 + h1 + δ2 = 55 + 15 + 2 = 72 мм.
Пример 7. Определим основные размеры ситчатой тарелки для условий предыдущего примера. Схема ситчатой тарелки представлена на рис. VI — 16. Принимая высоту барботажа 37,5 мм и, пользуясь формулой (VI — 13), найдем величину диаметра тарелок такой же, как и в предыдущем примере. Расстояние между тарелками берем то же, что и в примере 6. Примем диаметр отверстия равным 4 мм, скорость пара в отверстиях w равной 5 м/сек. Общая площадь отверстий составляет V / 3600 : w, где V — часовой объем пара, проходящий через отверстия в тарелке. 1190 / 3600 : 5 = 0,065 м2. Живое сечение тарелки равно f : F, где F — площадь сечения колонны. F = ¶D2 / 4 = 3,14 · 0,942 / 4 = 0,695 м2; f / F = 0,065 / 0,095 = 9,35 % Длину сливной перегородки, как и в предыдущем примере, принимаем равной 0,64 м. Примем центральный угол а = 90°. Тогда площадь двух сегментов, не имеющих отверстий, равна f1 = 2 · [ 1 / 2 · R2 ( ¶ / 2 - sin a )]. R — радиус тарелки, а — центральный угол (см. рис. VI—16). Отсюда имеем: f1 = 2 · [ 1 / 2 · 0,472 ( 1,57— 1 )] = 0,125 м2. Отсюда площадь, занятая отверстиями, составит 0,695 — 0,125 = 0,570. Число отверстий: 0,065 : fо, где fо — площадь одного отверстия. fо = ¶ · 42 / 4 = 12,5 мм2. Число отверстий n = 65000 : 12,5 = 5200. На каждое отверстие приходится часть площади тарелок, занятой отверстиями: 570000 : 5200 = 110 мм. Если отверстия расположены так, что центры их лежат на вершинах равносторонних треугольников, то шаг может быть найден по уравнению: i = 1,07 √ i 2 = 1,07 √ 110 = 11 мм.Высота жидкости над сливной перегородкой находится по уравнению (VI — 16) равной 5 мм. Следовательно, высота сливной перегородки равна 37,5 — 5 = 32,5 мм. Высота приемной сливной перегородки принимается на 5 мм выше, т. е. 37,5 мм. Расстояние между хвостом стакана и плоскостью тарелки принимаем равным 20 мм. Размеры сливных стаканов определяются так же, как в предыдущем примере.
3. НОРМЫ ПРОИЗВОДИТЕЛЬНОСТИ БРАГОПЕРЕГОННЫХ АППАРАТОВПроизводительность брагоперегонных аппаратов зависит от ряда факторов: числа тарелок, расстояния между ними, крепости полученного сырца, конструкции тарелок, характера бражки и ее крепости, размеров аппарата. Учесть все эти многообразные факторы при нормировании работы аппарата не представляется возможным. Поэтому в качестве определяющих факторов выбирают те, которые считают наиболее существенными. Ниже приводится таблица производительности одноколонных брагоперегонных аппаратов. (табл. VI— 10). Приведенные нормативы учитывают далеко не все факторы, определяющие производительность аппарата. В частности, они не учитывают такого важного фактора, как расстояние между тарелками. А между тем именно расстояние между тарелками определяет скорость пара в колонне, а следовательно, и производительность колонны. Не учитывается также и характер бражки. При сильном вспенивании бражки наблюдается переброс пены на нижележащие тарелки, что заставляет уменьшать скорость пара, а следовательно, и производительность аппарата. Следует отметить, что при определении производительности аппаратов по формулам (VI — 14, VI — 15) она оказывается выше, чем дано в таблице VI—10. Это указывает на то, что стандартные брагоперегонные аппараты, выпускаемые промышленностью, как правило, имеют некоторый запас производительности, который может быть реализован при хорошей работе аппарата. Таблица VI—10 Производительность брагоперегонных аппаратов (в дал спирта в сутки) на каждые 0,1 м2 площади сечения бражной колонны
4. РАСХОД ПАРА И ВОДЫ НА БРАГОПЕРЕГОННЫЕ АППАРАТЫРасход пара на брагоперегонные аппараты определяется следующими факторами: крепостью бражки и сырца, числом тарелок и их к.п.д., температурой поступающей бражки. Крепость сырца связана с флегмовым числом аппарата. Для получения более крепкого сырца требуется увеличить флегмовое число, что в свою очередь потребует увеличения расхода пара. Чем больше число теоретических контактов (теоретических тарелок), тем эффективнее работает аппарат и тем меньше может быть флегмовое число. Следовательно, улучшение конструкции контактных устройств (т.е. реальных тарелок) и увеличение числа контактных устройств уменьшают расход пара. Однако, если слишком увеличить число тарелок, то это поведет к удорожанию аппарата и увеличению высоты помещений. До недавнего времени на заводах России были установлены аппараты многочисленных фирм (Виганда, Борман—Шведе, Мюллера, и Фугельзанга и т. д.). Они характеризовались большим расходом пара, что главным образом объяснялось недостаточным числом тарелок и особенно недостаточным использованием тепла флегмовых паров. Это приводило к тому, что на аппарат поступала бражка с низкой температурой и на ее догрев требовался большой расход тепла. Недостаток тарелок требовал работы с увеличенным флегмовым числом, что также вызывала большой расход пара. По определениям, проведенным бригадой КТИППа, аппараты старых конструкций имели очень большой расход пара: от 36 до 42 кг на 10 кг безводного спирта, или от 29 до 34,5 кг на 1 дал. В 1927 г. Украинский трест спиртовой промышленности провел конкурс на проект брагоперегонного аппарата [12]. Лучшим из представленных на конкурс был признан проект, разработанный Н. М. Кузнецовым и Е. А. Алексеевым. Аппарат 'этот получил широкое распространение на наших заводах. Расход пара в нем составляет 22,5 кг на 10 кг безводного спирта в бражке, или 18 кг/дал безводного спирта. Такой малый по сравнению с другими аппаратами расход пара объясняется нагревом бражки до высокой температуры в дефлегматоре за счет теплоты конденсирующихся в нем водно-спиртовых паров. Имеет также значение то обстоятельство, что аппарат имеет 16—17 выварных тарелок и 8 спиртовых. Кроме того, дефлегматор имеет 14 рядов горизонтальных труб, что примерно эквивалентно 2 тарелкам. Флегмовое число, при котором работает аппарат Кузнецова — Алексеева, весьма близко к минимальному, так как число тарелок в аппарате велико, а конструкция и.х целесообразна. В 1953 г. было проведено испытание медного одноколонного брагоперегонного аппарата конструкции Гипроспирта. Аппарат имел 18 тарелок двойного кипячения в бражной части и 25 многоколпачковых тарелок в спиртовой. В табл. VI—II приведены некоторые данные о расходе пара в этом аппарате. Таблица VI-II Расход пара в одноколонном брагоперегонном аппарате Гипроспирта
Температура воды, поступающей в аппарат, колебалась в пределах 4—7 С, что можно считать постоянной. Давление пара колебалось в пределах 0,75—2,2 бар. По результатам испытаний составлена формула для определения расхода пара на этот тип аппарата [13]. D = 41 — 2,27 а кг/дал безводного спирта, (VI—17) где D — расход нормального пара, кг/дал безводного спирта; а — крепость бражки, % об. Формула справедлива при крепости сырца 89% об. и полной нагрузке аппарата [13].
ОБ ЭКОНОМИЧНОЙ СКОРОСТИ ПАРА В БРАГОПЕРЕГОННЫХ АППАРАТАХИзучая механизм процесса перегонки, можно прийти к заключению, что при увеличении расстояния между тарелками и увеличении скорости паров может быть достигнуто значительное повышение производительности аппарата [14]. Это связано с тем, что при увеличении расстояния между тарелками значительно уменьшается унос на вышележащие тарелки и скорость пара в свободном сечении аппарата может быть взята значительно большей. Это видно хотя бы из формулы (VI—13) для определения оптимальной скорости пара (см. стр. 186). Из анализа этого уравнения видно, что при увеличении Н непрерывно растет W. Выбирая при проектировании колонны малые расстояния между тарелками, мы тем самым ориентируемся на малые скорости пара, что ведет к увеличению диаметра аппаратов. Таким образом, проектируемая колонна получается большого диаметра и малой высоты. Возникает вопрос, не будет ли целесообразнее проектировать колонны с большими расстояниями между тарелками и большей скоростью паров в свободном сечении, а следовательно, и меньшего диаметра. Вопрос этот неоднократно ставился автором [8, 14, 15, 16] и на основании теоретического анализа и практических данных им доказана целесообразность увеличения расстояния между тарелками. Можно с удовлетворением отметить, что в некоторых отраслях промышленности это целесообразное направление в проектировании и сооружении колонн получило признание и колонны проектируются с большими расстояниями между тарелками. Более того, в ряде отраслей промышленности удалось повысить производительность колонн путем удаления тарелок через одну. Это простое мероприятие ведет к увеличению производительности. В качестве примера целесообразности такого мероприятия можно привести работу, проведенную на одном из заводов синтетического каучука [17]. На этом заводе была установлена колонна диаметром 2000 и высотой 13500 мм. Колонна имела 60 тарелок (туннельные колпачки) с расстояниями между тарелками 200 мм. Колонна работала с неудовлетворительными показателями вследствие очень большого уноса, достигавшего 1 кг жидкости на 1 кг пара. В связи с этим колонна была заменена другой, имевшей диаметр 2000 мм, высоту 22200 мм, число тарелок 50 и расстояние между ними 400 мм; конструкция .тарелок та же, что и в первой колонне. Масса первой колонны была 28,8 т, а второй — 31,65 т. Сравнительные испытания показали, что производительность новой колонны выше в 1,6—1,7 раза. Если же отнести производительность колонны к ее массе, то для первой колонны это отношение будет равно 87,8 кг безводного спирта/т металла , а для второй 130. Удельный расход тепла в новой колонне оказался на 5—7% ниже за счет уменьшения флегмового числа. Приведенный пример показывает, что увеличение расстояния между тарелками в отдельных случаях является мероприятием, обеспечивающим повышение производительности колонных аппаратов. Вопрос об экономичном расстоянии между тарелками и экономичной скорости пара в свободном сечении рассматривался неоднократно. Кольбурн [18] предпринял теоретическое исследование этого вопроса с целью связать стоимость изготовления аппарата и величину скорости пара и уноса. Однако полученные им формулы вследствие неправильных исходных положений не имеют практического значения [15]. Более удачное решение вопроса было предложено Пиви и Бэкером [19]. Эти исследователи поставили задачу — выяснить экономичную скорость для колонны с различными расстояниями между тарелками. При этом полный коэффициент полезного действия тарелок взят ими непосредственно из опытов, стоимость же колонны — по данным фирмы Баджер. Авторы пришли к заключению, что для американских условий при одной и той же производительности экономичнее брать колонну с большими скоростями пара между тарелками. Так, например, при производительности по пару 0,27 м3/сек колонна при расстоянии между тарелками 450 мм и оптимальной скорости пара 1,2 м/сек будет стоить 802 усл. ед. При расстоянии 300 мм и оптимальной скорости 1 м/сек стоимость ее будет 978 ед., а при расстоянии 150 мм — 2247 ед. Автор провел аналогичные подсчеты для заводов производительностью 10, 6, 3 и 1 тыс. дал безводного спирта в сутки. Для каждой производительности был проведен расчет аппаратного отделения, оборудованного одноколонными брагоперегонными аппаратами с различными вариантами расстояний между тарелками. Оптимальная скорость паров между тарелками определялась из уравнения (VI—13). Для подсчета количества паров, протекающих в аппаратах, принято, что бражка во всех случаях содержит спирта 9% об., крепость спирта-сырца 88% об., барда содержит 0,01% мае. спирта. Бражка поступает в дефлегматор при 27° С и уходит из него при 75° С. Флегмовое число принято равным 2. Исходя из этих данных, подсчитаны диаметры колонн при различных расстояниях между тарелками и при различных производителыюстях аппаратов. Для подсчета стоимости определяли массу колонн. Принято, что стоимость пропорциональна массе. На основании данных заводов-производителей стоимость 1 кг принята равной 1 руб. 70 коп. (совершенно ясно, что величина условная и может быть принята иная без изменения соотношения стоимости колонн, рассчитанных для различных вариантов). Результаты подсчетов сведены в табл. VI—12. Таблица VI-12 Соотношение стоимости брагоперегонных аппаратов различной производительности при разных расстояниях между тарелками
А нализируя эти весьма ориентировочные расчеты, все же можно прийти к заключению о большой экономичности аппаратов, работающих при больших расстояниях между тарелками и более высоких скоростях пара.Целесообразность увеличения расстояния между тарелками подтверждается практикой эксплуатации бражных колонн с ситчатыми тарелками при расстоянии между ними 600 мм. Согласно нормативам, принятым в спиртовой промышленности, съем продукции с 1 м2 сечения этих колонн значительно превышает съем с 1 м2 колонн, в которых расстояние между тарелками составляет 275—300 мм. Все изложенное свидетельствует о целесообразности проектирования колонн с повышенными скоростями пара и увеличенным расстоянием между тарелками. ОБОГРЕВ БРАЖНОЙ КОЛОННЫВ практике перегонки и ректификации в спиртовой промышленности используется преимущественно обогрев бражной колонны открытым паром, поступающим в колонну через барботер. Обогрев глухим паром (через поверхность нагрева) получил применение в кубовых аппаратах периодического действия и в последнее время — на некоторых мелассных заводах в бражных колоннах брагоректификационных аппаратов. Глухой обогрев применяется также в колоннах окончательной очистки брагоректификационных и ректификационных аппаратов. Сопоставляя обе формы обогрева колонн, можно отметить, что обогрев открытым паром конструктивно оформляется очень просто. 1. В выварной камере устанавливается колпак, как на одноколпачковых тарелках. Под него подается по трубе пар, барботирующий через края колпачка. 2. Пар подается через кольцевой барботер, по окружности которого просверливаются в несколько рядов отверстия диаметром 6—8 мм. 3. Через барботер, представляющий собой прямую трубу, расположенную по диаметру колонны. В трубе просверлены отверстия для выпуска пара, расположенные на нижней полуокружности барботера, для направления потока пара вниз. Однако обогрев открытым паром имеет и существенные недостатки: а) отходящая вываренная жидкость разбавляется водой, что в бражных колоннах нежелательно; б) конденсат пара не может быть использован в производстве; в) при применении в колоннах отработавшего пара содержащееся в нем машинное масло ухудшает качество спирта; г) при получении пара из воды, содержащей органические примеси, возможен занос их в колонну. Ф. А. Хшановский [22] указывает, что при обогреве колонн открытым паром, полученным из воды, содержащей азотистые соединения, в колонну вместе с паром поступают моно-, ди- и триметиламины, амиды и аммиак. При наличии аммиака и его воздействии на медь аппаратов образуются окрашенные соединения, придающие спирту окраску от голубой до синей. От этих недостатков можно избавиться при переходе на глухой обогрев. Правда, при этом возникают другие затруднения: поверхность нагрева покрывается отложениями и коэффициент теплопередачи уменьшается, но это становится серьезным препятствием только при переработке крахмалистого сырья в бражных колоннах. На рис. VI—17 показано конструктивное оформление выносных подогревателей для различных типов колонн.
Рис. VI-17. Устройство выносных подогревателей:а — для бражных, ректификационных и сивушных колонн, б — для колонн эпюрационных и окончательной очистки. Кипятильники бражных колонн при работе на мелассных бражках работают без очистки продолжительное время. Кипятильники эпюрационных и ректификационных колонн не загорают. На рис. VI—18 показана установка кипятильника, разработанная лабораторией КТИППа для мелассных заводов.
Рекомендуемая поверхность нагрева кипятильников на производительность 1000 дал/сутки
Принимая во внимание, что спиртовые заводы располагают паром указанных давлений, но перегретым, а также учитывая, что расчеты были проведены для медных труб, рекомендуется увеличить указанную выше поверхность нагрева на 25%. Рекомендуется устанавливать несколько кипятильников, чтобы во время чистки одного другие обеспечивали бесперебойную работу аппарата. Крышки аппаратов должны легко открываться, чтобы можно было очищать поверхность нагрева. При реконструкции аппаратов, обогреваемых открытым паром, коммуникации открытого пара следует сохранять. Кроме описанных кипятильных устройств, получают также применение испарители воды, снабжающие колонны открытым паром [22]. Испаритель воды, вырабатывающий пар, обогревается паром, который по своим свойствам не может быть использован непосредственно в колонне. ЛИТЕРАТУРА 1. Знаменский Г. М, Олейникова О. И. Труды КТИППа им. А. И. Микояна. Вып. 2, 1939. 2. Стабников В. Н., Xарин С. Е. Теоретические основы перегонки и ректификации спирта. Пищепромиздат, 1951. 3. Домарецкии В. А., Стабников В. Н. Сб. «Пищевая промышленность». № 2. Изд-во «Техника», 1965. 4. Домарецкии В. А. Влияние температуры бражки на процесс перегонки и оптимизация работы бражной колонны в спиртовом производстве. Автореферат диссертации. КТИПП, 1966. 5. Стабников В. Н., Меленьтьева И. С. «Спиртовая промышленность», 1958, № 1. 6. Реаvу аnd Вакеr. Ind. and Eng. СЬет. № 9, 1937. 7. Кirschbaum Е., Distiller und Rectifiziertechnik. Springervertag, 1960. 8. Стабников В. Н. Механизм процесса ректификации и нормы проектирования ректификационных колонн. Диссертация. КТИПП им. Микояна, 1940. 9. Андреев К. П., Любецкая М. Н., Козловская Л. Н. Завод ские испытания бражных колонн. ВНИИГС. Отчет по теме № 210, 1950.
Посмотреть Фракция головная этилового спирта технические условия ОСТ 10-217-98 Посмотреть Концентрат головных примесей этилового спирта ТУ 9182-478-00008064-2002 Посмотреть Промежуточная фракция этилового спирта ТУ 9182-479-00008064-2002 Посмотреть Масло сивушное Технические условия ГОСТ 17071-91 Посмотреть Международные алкогольные стандарты Сравнение стоимости топливного этанола в США и Германии
|
Совсем скоро Мир станет другимРодшильд
|
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||